During the summer of 1928 I listened to an interesting discussion between Dr. E. P. Robinson of Newport and the Curator of the American Numismatic Society as to the probable method or methods of silver plating as exemplified in ancient coins—the fourée or subaerati pieces. Dr. Robinson had given considerable study to the problems involved and had made a number of experiments. Up to that time, however, he had been unsuccessful in enlisting the aid of anyone prepared to carry forward the investigation scientifically. Knowing the wonderful results to be obtained with the metallographic microscope, especially after etching, I offered to make a metallographic examination of any samples he cared to submit. This monograph is the result of that offer.
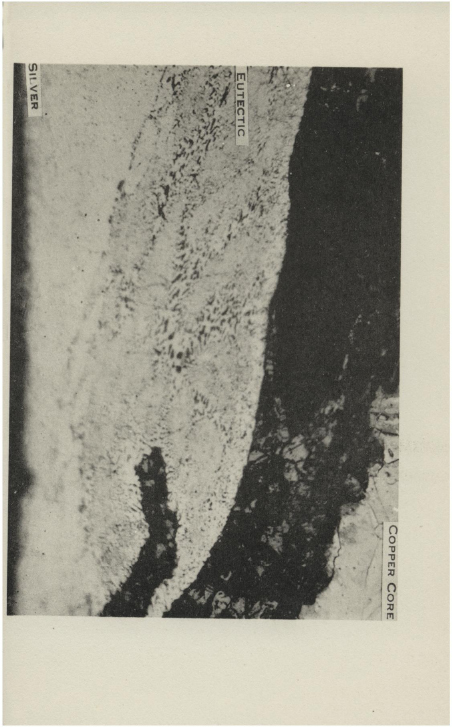
A preliminary examination was made of a couple of specimens which showed clearly that the silver coating was stuck to the copper core by means of an alloy of silver and copper with a low melting point—in other words, the alloy containing 72% silver and 28% copper, melting and freezing at 778° C., called the eutectic alloy, or, in the trade, pure silver solder.
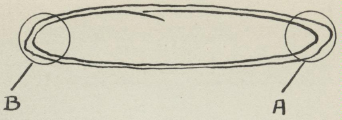
The examination was complicated by the presence of more or less corrosion of the copper core beneath the silver coating, but enough uncorroded areas were found to permit exact determinations. To make sure that these were not exceptional cases, Dr. Robinson supplied ten ancient counterfeits as well as an experimental piece of his own to demonstrate close-plating. The other two of the coins under consideration in Part I were supplied by The American Numismatic Society. Most of these specimens had been carefully cut into halves by Dr. Robinson. One each of these respective halves was mounted in the manner hereinafter described. The other half sections not so treated are illustrated on Plates A and B in order to show where the cut was made.
To Dr. Robinson I am indebted for the original idea of this work as well as for most of the samples on which to work.
To Mr. E. T. Newell and the other officers of the Society I am indebted for encouragement and advice.
Lastly to Mr. Allen of the Department of Metallurgy of Columbia University I am extremely grateful for his painstaking work in photographing the many different structures met with in this examination.
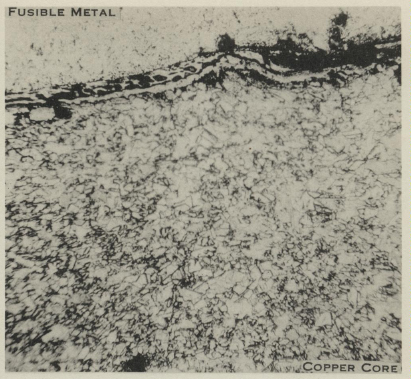
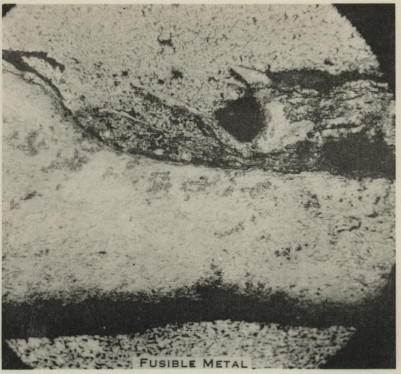
In order to obtain a flat cross section for microscopic examination the half coins were mounted in small brass cups filled with fusible metal (bismuth, 4; lead, 2; tin, 1; and cadmium, I) melting at about 75° C. Each specimen was then filed down flat by rubbing the flat surface on a "smooth" file held horizontally in a vise. Having obtained a perfectly flat surface the piece was rubbed on No. O emery paper until all the file marks had disappeared. It was then rubbed on Nos. O and OO French emery papers, stopping as soon as the scratches of the previous paper had been removed. The next step consisted of polishing out all the scratches of the OO French paper on a horizontal revolving disc, covered with fine broadcloth armed with levigated alumina and kept quite moist. After four or five minutes on this broadcloth disc the surface is perfectly bright and all scratches have disappeared. The specimen is carefully washed under the tap to free it from all polishing powder and then dried with absolute alcohol.
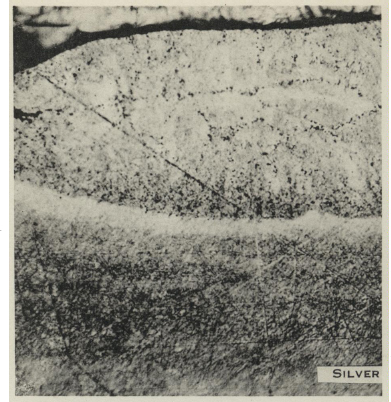
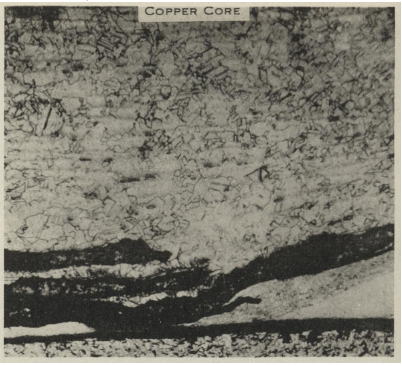
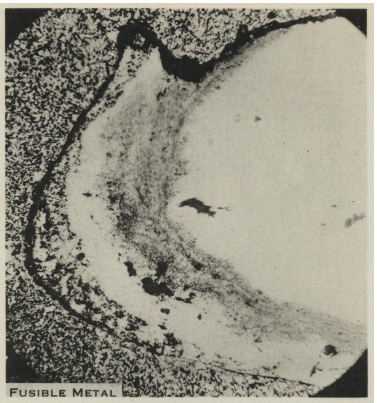
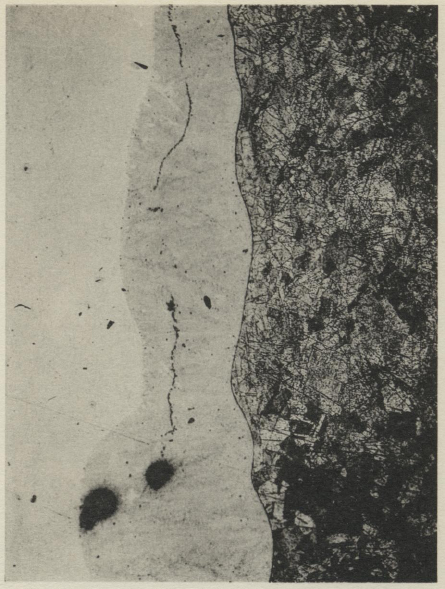
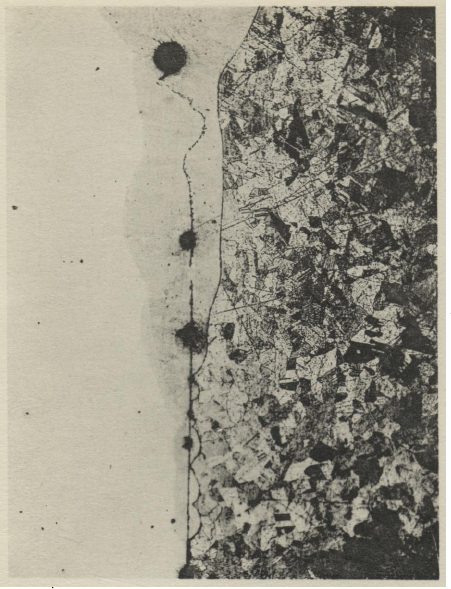
The sample is now ready for examination. Under the microscope, which is illuminated by prism in a collar just above the objective so as to give vertical light, the specimen shows a pinkish core of copper, surrounded by an envelope of bright white silver, which is again surrounded by the fusible metal matrix. In most of the specimens the copper core showed corrosion in the form of copper oxides or carbonate lying between the silver coating and copper as irregular patches. By vertical light this corrosion product appears in different shades of gray, but with oblique light it has its natural colors, claret red to clear red for the oxides, and green for the carbonate.
To bring out the structure of the silver coating and of the copper core the specimen is etched with a solution of hydrogen peroxide in ammonia by gently rubbing the surface with a swab of absorbent cotton. The etching is stopped as soon as the crystalline structure of the copper becomes clear to the eye. The specimen is then washed thoroughly under the tap and dried with absolute alcohol as before.
The microscope takes the place of the lens in the camera. The image on the screen is focussed just as in visual examination, by the fine adjustment of the microscope.
Two equipments were used. The first was an old-fashioned vertical microscope and camera and this was used for magnifications of 60 and some at 100 diameters of the first micrographs taken. Later an inverted microscope was used for a magnification of 500 diameters as well as for lower magnifications at 25 and 100 diameters. This equipment uses a prism between the objective and the ocular to throw the image from the vertical into the horizontal, because the camera lies in the horizontal position and thus can be extended to any length desired. This prism naturally reverses the image, so that pictures taken with this equipment seem and are reversed with respect to those taken with the normal vertical microscope-camera equipment. Where necessary, attention is called to this in the text.
The first twelve of the coins which follow are fairly well distributed geographically as well as in point of time. Five of the Greek coins bear types of cities in southern Italy where plated coins are frequently found. One is from Neapolis in Macedonia and another from Thebes in Boeotia. Of the Roman coins four are issues of the republic, the so-called consular or family coins dating from the second to the first centuries B. C. The last is a piece bearing the head of the Emperor Domitian (81-96 A. D.).
From the description it will be seen that "coin 13" is an experimental piece prepared by Dr. Robinson, showing the structures which result when tin is used as a soldering medium. When the enlargements of this experimental piece showed that there was no analogy with the structures of the previously studied coins, Experiments A and B were decided upon. In the first copper-silver solder was used—in the second the Sheffield plate method was duplicated—that is, no solder at all was used. Enlargements of the cross sections show the structures thus obtained and make them available for comparison with those developed in the coins.
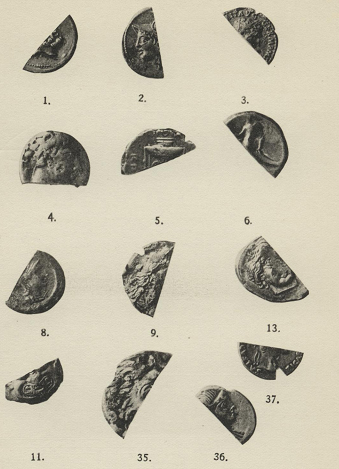
Segments of Plated Coins, Obverses.

Segments of Plated Coins, Reverses.
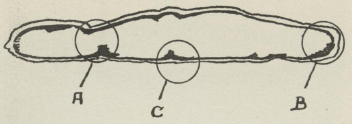
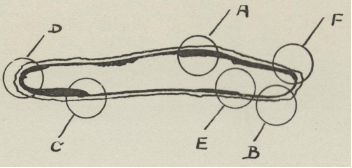
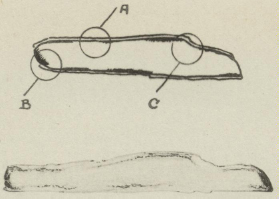
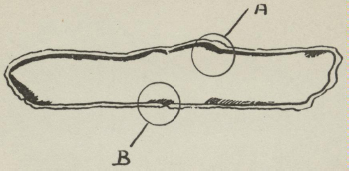
Coin 1. Roman Republican Denarius, Lucretia Family (about 100 B. C.). Obv. Head of Neptune. Rev. Cupid on dolphin. No visible signs of a fold in the silver coating. For the line of the section, see preceding plate.
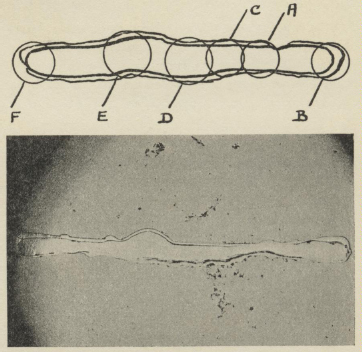
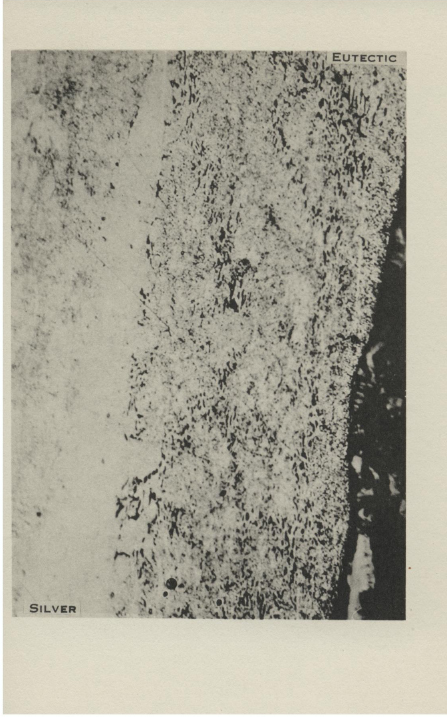
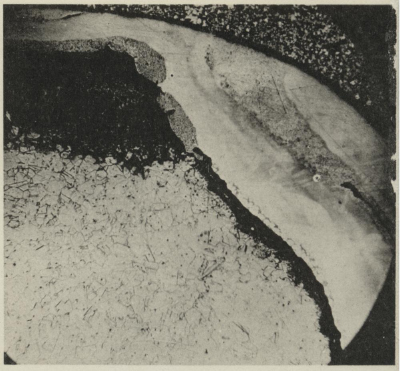
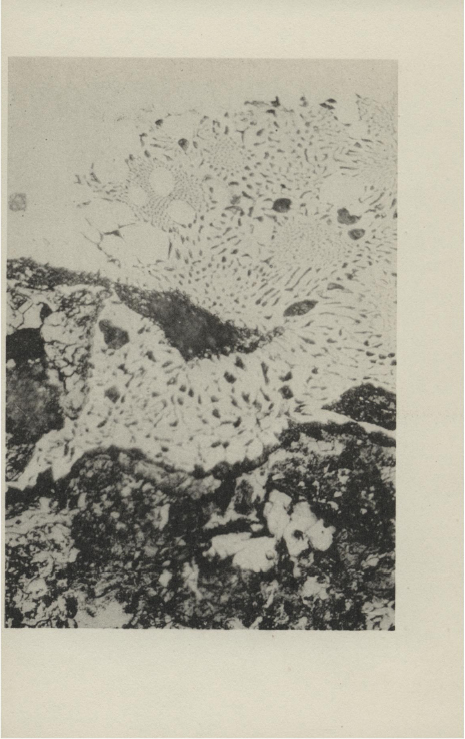
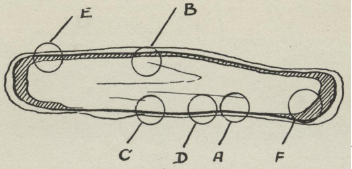
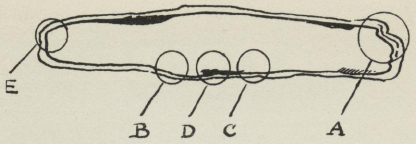
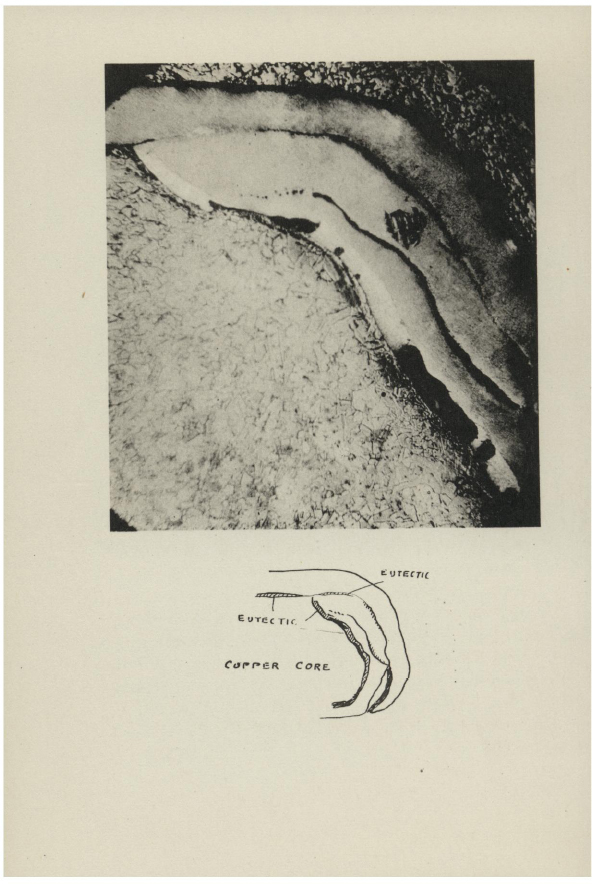
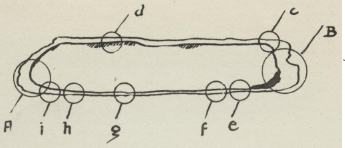
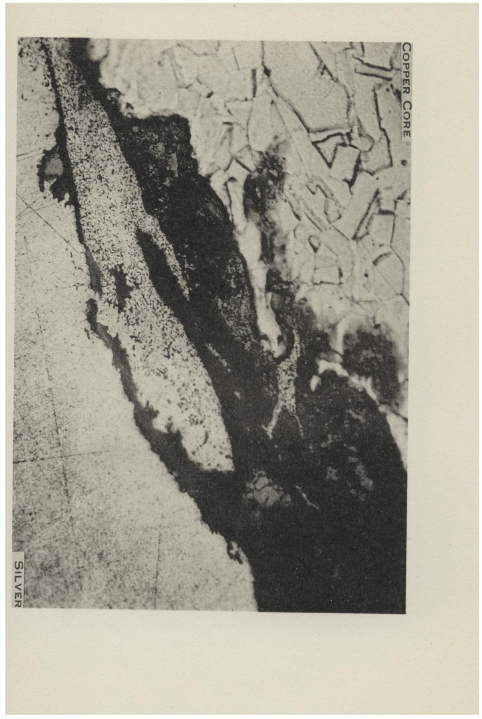
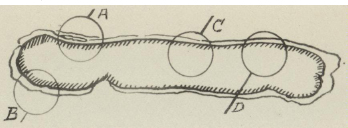
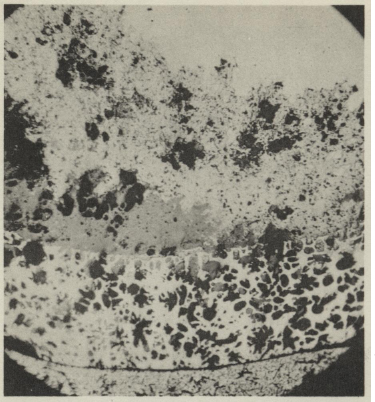
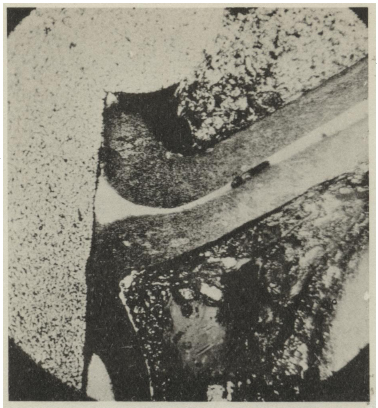
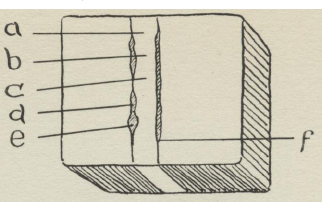
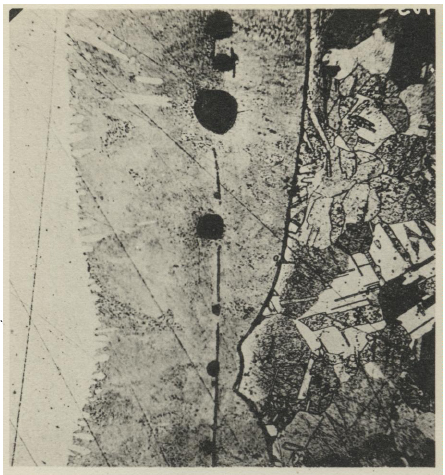
Coin 1. Frontispiece (upper section) × 25. Enlargements at consecutive points on the crosssection of the coin, with the photographs coordinated.
Coin 1. Figs, 1 to 6 (Frontispiece—lower section) × 45. Taken at points marked in diagram above, and giving a further enlargement (almost continuous) of the cross-section.
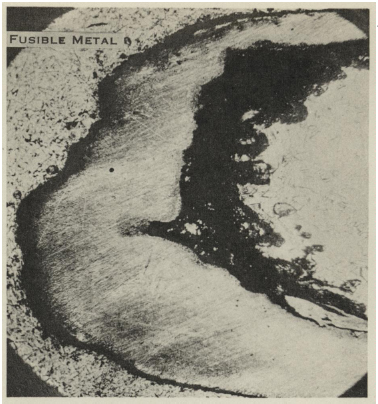
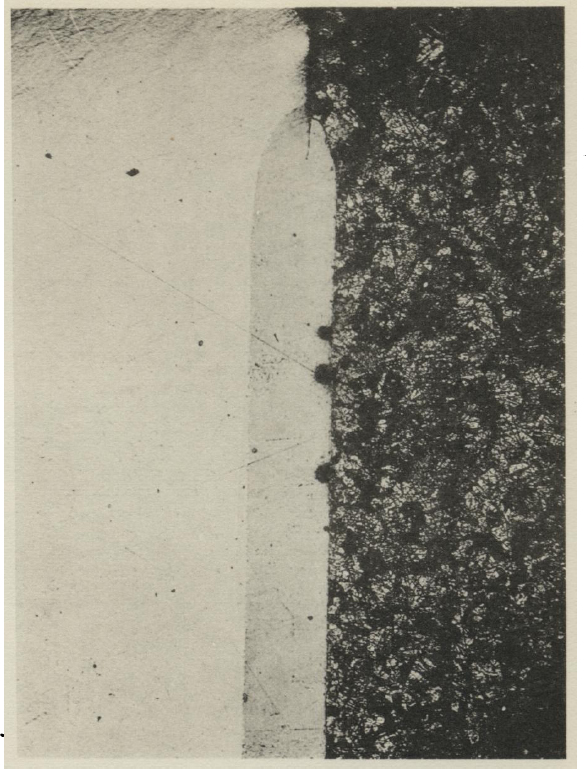
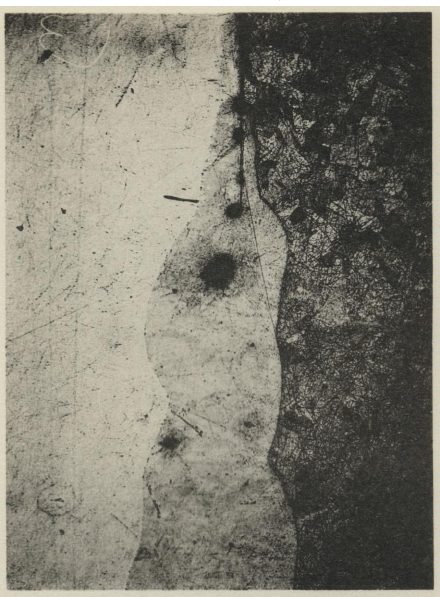
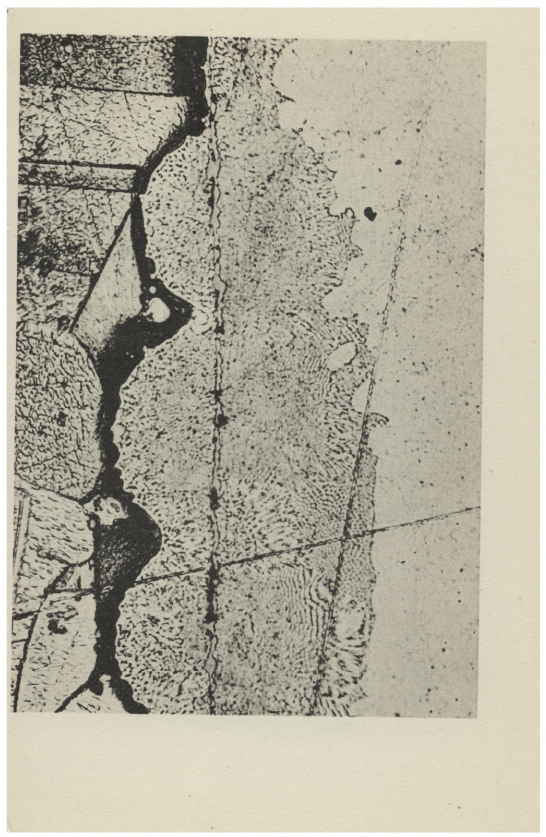
Fig. 1 at F × 45. The two layers of silver are joined at the upper left corner by a patch of eutectic.
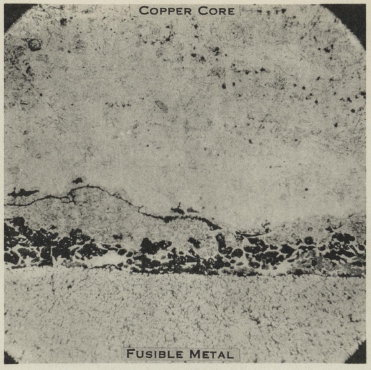
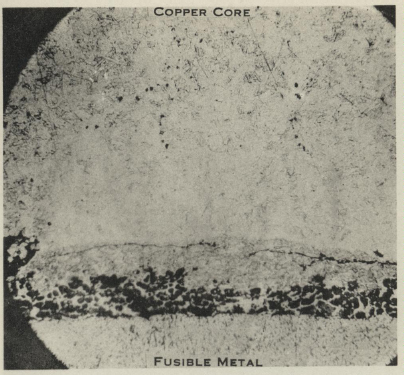
Fig. 2 at E × 45. A thin band of eutectic shows between the copper core and the silver in the upper part, while the lower silver coating consists of a thin film of silver surrounded on both sides by a matrix of eutectic.
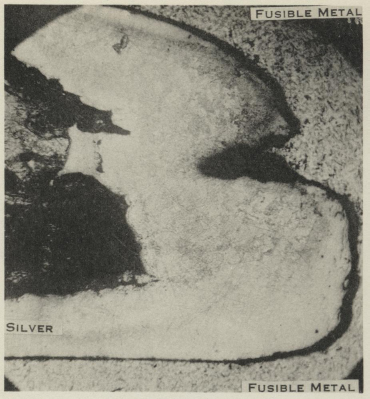
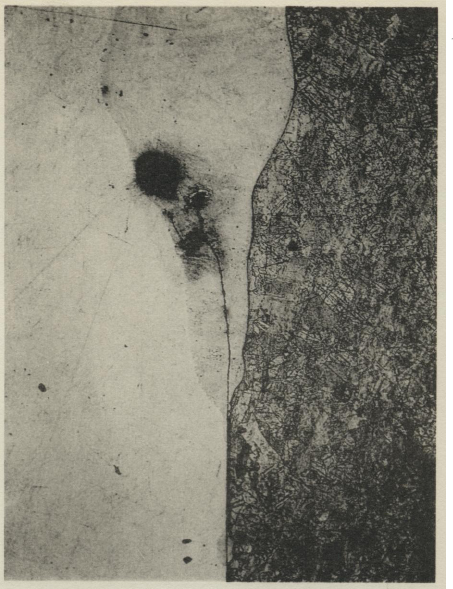
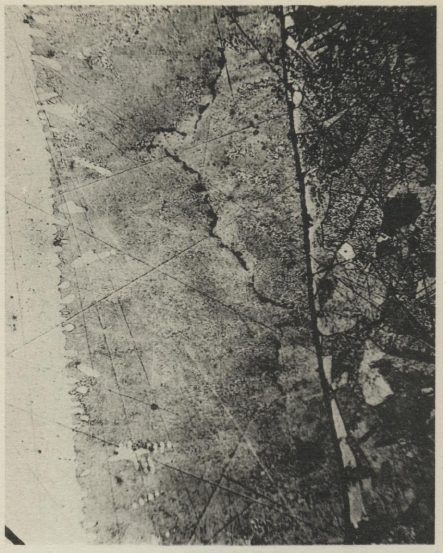
Fig. 3 at D × 45. Practically the same; on the extreme lower r. the film of silver has disappeared —the coating is wholly eutectic. The black zone is copper oxide, due to corrosion.
Fig. 4 at C × 45. The upper silver coating is in two distinct layers, with a layer of eutectic both inside and outside. The lower coating is all eutectic; the black zone, mainly copper oxide.
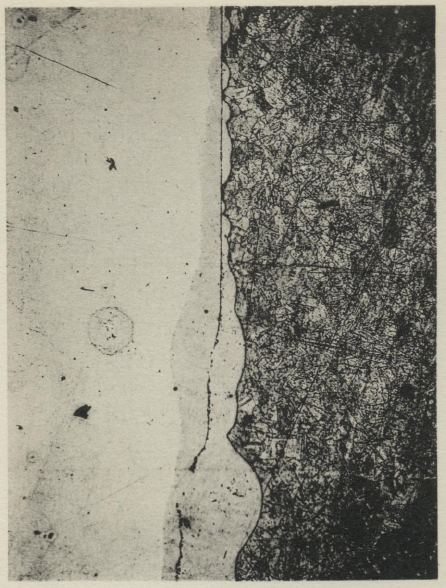
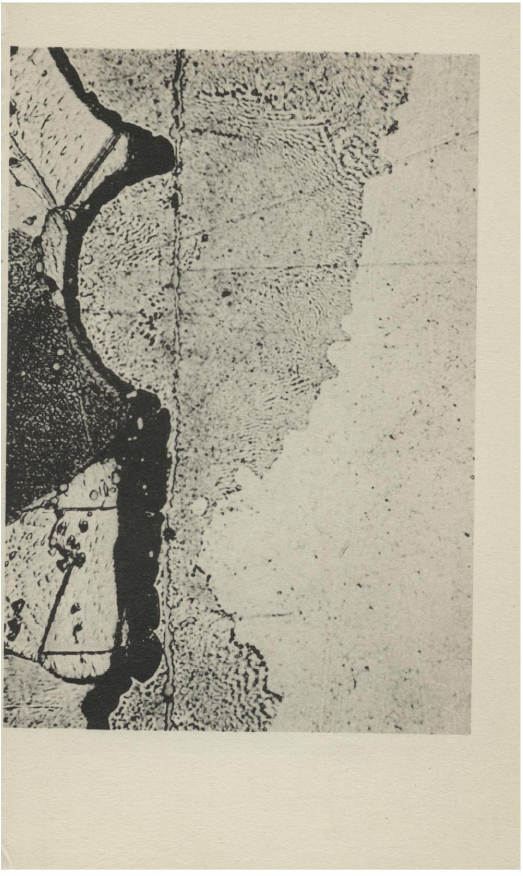
Fig. 5 at Z × 45. Very similar to Fig. 4.
Fig. 6 at B × 45. Irregular patches of eutectic show between the core and the lower coating. The upper part of the copper core is badly corroded. In striking, the copper core was made to flow considerably in places; compare Figs. 2, 4 and 5, where the grain-structure of the copper has been elongated parallel to the direction of the flow.
Conclusion. From what follows it is evident that the silver coating was not produced by dipping a copper blank into either molten silver or a molten silver-copper alloy. The process of producing Sheffield plate, in which a coating or sheet of silver was attached to a copper slab by heating the two in close contact to a temperature at which they firmly adhered to each other, through the production of a film of the eutectic alloy by diffusion, could not give rise to the structures met with here. It would seem that silver solder had been employed, using an alloy of 72 silver, 28 copper, possibly with a flux, and that, having attached the silver coating, more silver solder was added, and a second heating caused this additional solder to "run", dissolving more or less of the original silver coating and producing the structures seen in Figures Ib, Ic, Id and Ie on the under side of the coin. It is possible that a single disc of thin silver was cupped or dished over the copper blank, then the edges flattened over till they roughly met near the center, just as silver buttons have been made in the past. A supply of silver solder was applied at this point and the whole heated strongly until the solder flowed easily. Such a method would account for the structures shown on the lower side in Figures Ic, Id and Ie, for the excess solder at C could undoubtedly dissolve the silver coating at that point. But this does not explain the structures on the upper side at C and A, Figures Id and Ie.

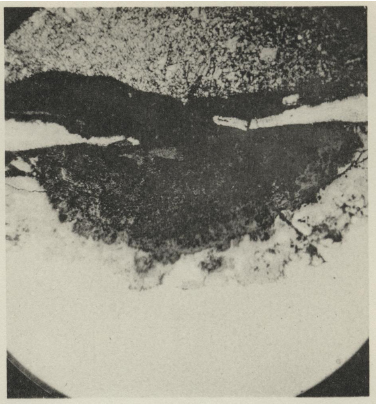
3. Coin 1; Fig. 7 at A × 60. The copper grains have become so much elongated that the structure seems fibrous.
4. Coin 1; Fig. 8 at B × 60. Showing practically no cold working, for the copper grains remain equiaxial (undistorted).
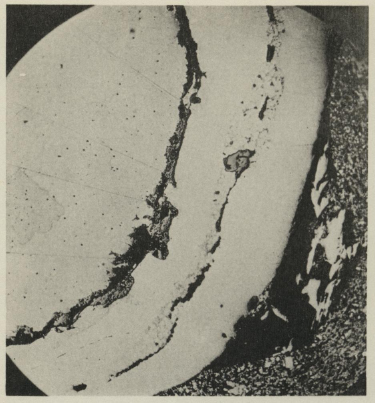
5. Coin 1; Fig. 9 × 500 (above). The outer layer of the coating is pure silver, the inner one is eutectic.
6. Coin 1; Fig. 10 near D × 500 (opposite). Showing diffusion of the silver into the eutectic.

7. Coin 1; Fig. u at E × 500 (above). The coating consists of the eutectic with a band of silver at the center.
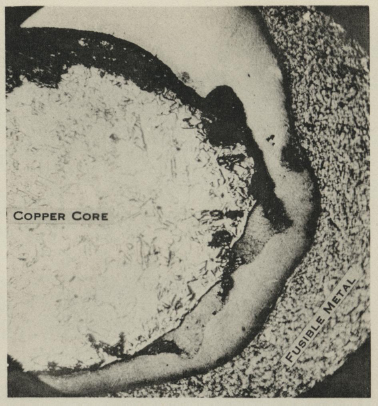
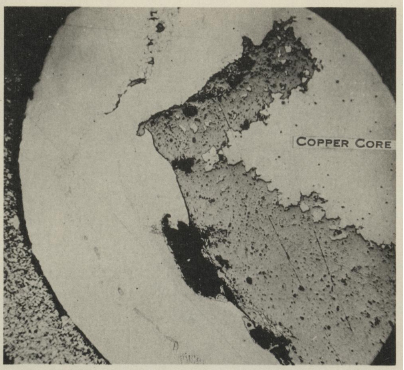
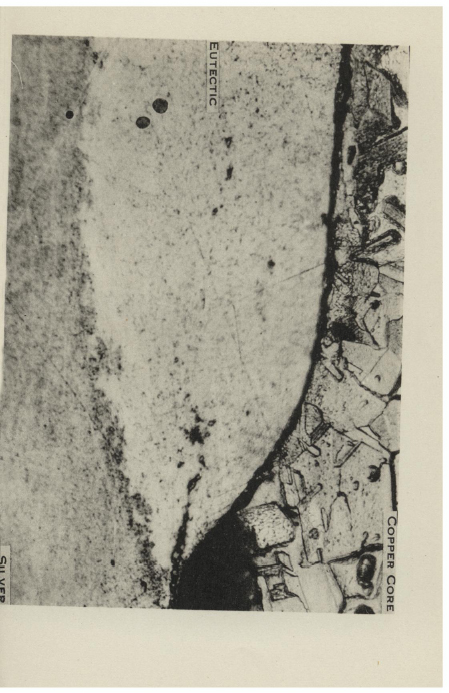
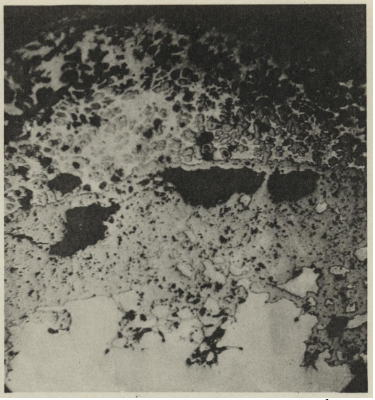
8. Coin 1; Fig. 12 at F × 200 (opposite). The black cavities contain greyish particles—probably a flux (borax?). Next the core is a patch of eutectic; between this and the coating is a layer of dendritic crystals of silver surrounded by the eutectic, and containing 80-85% of silver, with a freezing point of 850-870° C.

9. Coin 1 ; Fig. 13 at A × 250. The film of silver is very thin; the dendrites in the eutectic show marked flow due to striking.
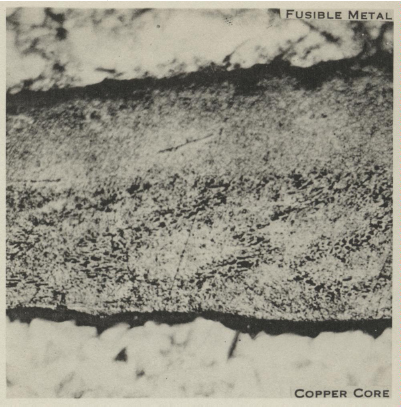
10. Coin 1; Fig. 14 at B (?), × 500. The lower part of Fig. 6, showing diffusion of the silver very clearly. Next the copper is a thin layer of eutectic, while diffusing up into it from the silver below are dendrites of silver somewhat flattened in the striking of the coin. The crystals of the copper core show but little distortion.


11. Coin 1 ; Fig. 15 near C × 250. To show details of structure. The silver coating is in two parts separated by the dark band which contains hard particles of what appears to be flux. Next this are two bands of silver, both covered with a layer of eutectic and silver dendrites. The outer layer and the copper core both show the effect of striking, for the grains are markedly flattened.

12. Coin 1 ; Fig. 16 × 500. Showing a similar area. The silver is in two layers, surrounded top and bottom with the eutectic. At the top the eutectic contains flattened silver dendrites as before, while below, the eutectic is separated by two dark bands, the lower of which shows numerous hard, grey patches of what is probably flux.
13. Coin 2; Roman Family Denarius. Minucia family about 90 B. C. Obv. Helmeted head to left. Rev. Two warriors with sword and shield. The silver coating is very thin, worn through in places and showing copper oxide below. A surface section was made by rubbing on the finer emery papers just enough to produce a flat surface at a few points. The specimen was then polished in the usual way. As polished the film of silver is seen as patches usually surrounded by copper oxide. On etching, the coating was found to be mainly the copper-silver eutectic.
Conclusion regarding Coin 2. The structure indicates either the dipping of the copper blank in molten copper-silver alloy or the sprinkling of the copper with the powdered alloy and heating until the alloy ran over the surface.

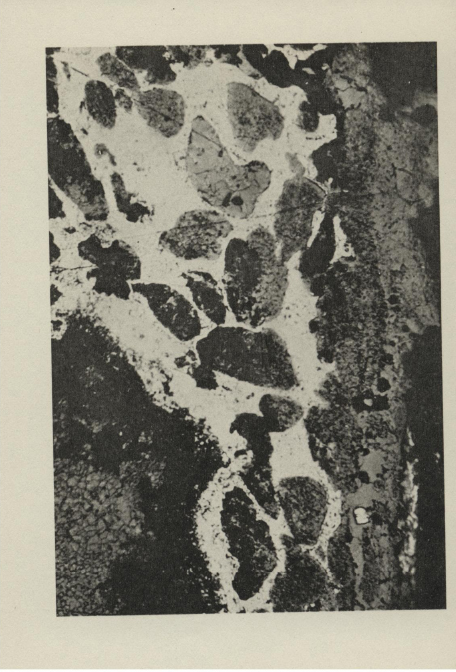
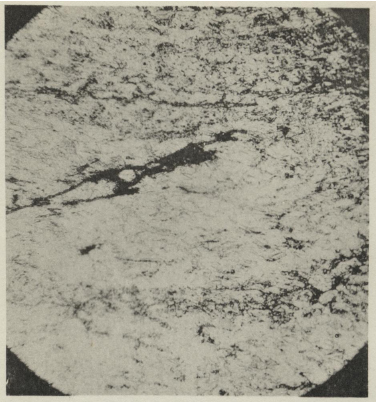
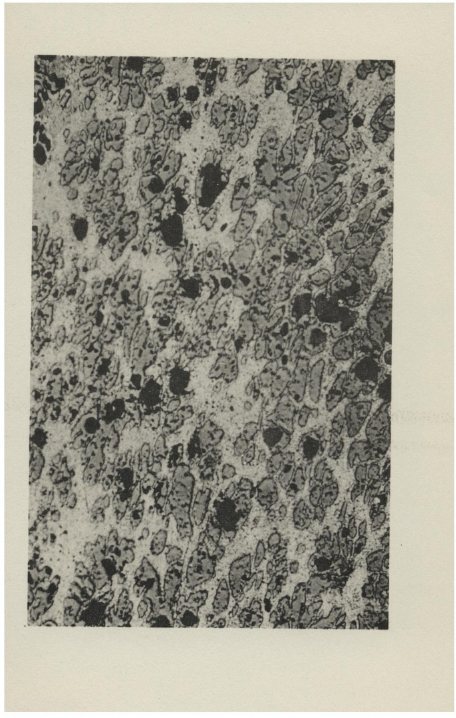
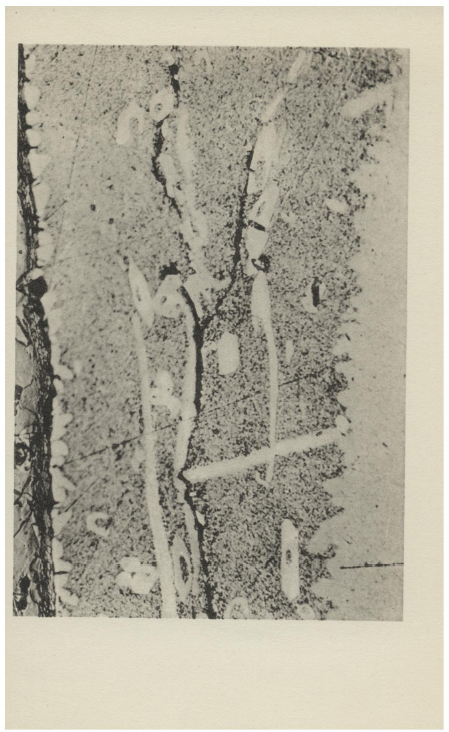
14. Coin 2; Fig. 1 (area at A) × 60. The white veins are the silver coating, the lighter gray is the copper, the darker is the copper oxide, while the very dark is copper carbonate.

15. Coin 2; Fig. 2 at B × 60 (above). Etching has brought out the granular structure of the copper. The darker fringes round the silver are copper oxide while the black holes are the areas occupied by the copper carbonate which has been etched out.
16. Coin 2; Fig. 3 × 500 (on opposite page). Shows white areas of the copper-silver eutectic surrounded for the most part by copper oxide.
17. Coin 2; Fig. 4 × 500 (opposite). Similar to Fig. 3.
18. Coin 2; Fig. 5 at A × 100 (above). The coin was then cut, mounted and the cross section polished and etched. The coating is very thin and is not a simple sheet of silver.

19. Coin 2; Fig. 6 at C × 500 (opposite). Shows the details of structure. In the eutectic are dark patches of oxidized copper in the form of grains of excess copper, showing that the coating contained an excess of copper, i.e. contained less than 72% silver.
20. Coin 2; Fig. 7 at B × 100 (above). Showing patches of the eutectic alloy surrounded by copper oxide.
21. Coin 2; Fig. 8 at C × 100. Shows much more of the eutectic alloy.
22. Coin 3; Roman. Denarius of Domitian. Obv. Head to right. Rev, Pallas with spear. Appears to be lapped or folded over at a worn spot on the edge. Under the microscope there is no distinct lap.
Conclusion. Such a structure would be produced by making a cup and cap of sheet silver and joining them to the copper core by means of the copper-silver solder, but on account of the irregularity of the eutectic alloy it is quite possible that no solder was used and the eutectic was produced by heating the two metals in contact as in the process of making Sheffield Plate.
23. Coin 3; Fig. 1 at A × 60. Shows the upper and lower silver coatings. The upper one is broken and the copper core below is deeply corroded; while the lower coating shows no break, the corrosion is equally deep.
24. Coin 3; Fig. 2 at B × 60. Shows four layers in the lower coating. Two of these are silver, two are the eutectic alloy, and this seems to be the junction of two separate pieces of silver.
25. Coin 3; Fig. 3 at C × 60 (above). Shows the copper core above also corroded. The silver coating consists of an irregular envelope of silver on a thicker layer of the eutectic alloy.
26. Coin 3; Fig. 4 × 500 (on opposite page). Typical of this coating. Below the copper core is a thin irregular film of oxide. The coating consists of a thick layer of copper-silver eutectic and a thin outer skin of silver, diffusing into the eutectic.

27. Coin 4; Neapolis. Campania, Italy, about 300 B. C. Obv. Head to right. Rev. Man-headed bull; Victory above. No laps visible. One side badly corroded. Under the microscope the coating is thick for the most part. In several places, especially one side, the copper core is deeply corroded. One end of the section shows a distinct lap, the two pieces of silver being joined by a thick band of eutectic. The first four micrographs show the structure as polished with the marked oxidation of the copper core.
Conclusion. This piece also points to the use of an upper and lower silver coating joined to each other and to the copper core by means of the copper-silver solder. As in the last sample, it is possible that no solder was used and that the method was the same as that of Sheffield plating.
28. Coin 4; Fig. 1 at A × 60. Shows a hole in the silver coating below which is a crater of carbonate, then a layer of copper oxide and finally the bright metallic copper below.
29. Coin 4; Fig. 2 at B × 60. Shows the copper core on the left separated by a thin layer of oxide from the coating of silver which is in two layers separated by an irregular film of eutectic with some oxide (or flux?).
30. Coin 4; Fig. 3 at D × 60. Similar, but showing a very thick patch of copper oxide between the coating and the copper core.

31. Coin 4; Fig. 4 at C × 60. Shows the silver coating below separated from the copper core above by a wedge-shaped mass of copper oxide and carbonate (black).

32. Coin 4; Fig. 5 at E × 60. On etching, the silver coating was found to contain irregular bands of the eutectic. The inner surface of the silver coating is flaky and has irregular patches of the eutectic.
33. Coin 4; Fig. 6 at F × 60 (above). Shows corrosion of the copper core. The silver coating at the right is in two layers joined by a band of eutectic.
34. Coin 4; Fig. 7 × 500 (on opposite page). Shows the structure of coating near E. The eutectic surrounds an inner band of silver.

35. Coin 5; Croton, Bruttium, Italy. Didrachm about 400 B. C. Obv. Tripod. Rev. Eagle to left. Edges badly corroded. No visible laps or folds. Edge worn below silver for most part. The copper is badly corroded below the silver coating in many places. Under the microscope the coating varies considerably in structure, in places showing at least four layers.
Conclusion. The above structures would seem to indicate that the silver coating was made from sheet and attached to the copper disc by silver-solder. As in other specimens the irregularity of the eutectic areas might indicate that no solder had been used, and that the method was that of heating in close contact (Sheffield Plate Method). The fact that in places the silver occurs in two layers joined by the eutectic alloy points to the use of silver-solder.
36. Coin 5; Fig. 1 at A × 60. Shows the copper core below. The silver coating is in two layers and is joined to the copper by a thick band of the copper silver eutectic.
37. Coin 5; Fig. 2 at C × 60 (above). Similar but the eutectic is separated from the copper core by a good deal of oxide and carbonate due to corrosion.
38. Coin 5; Fig. 3 × 200 (opposite). Shows the corroded copper core covered with the oxidation product, oxide, etc. The silver coating is in three layers separated by discontinuous films of oxide. The eutectic contains dendrites of silver diffusing in from the silver coating.


39. Coin 5; Fig. 4 at B × 60 (above). Shows the end of the section where corrosion is very deep. The coating consists of irregular areas of silver joined by a broken patch of eutectic.
40. Coin 5; Fig. 5 × 500 (opposite). Shows an area where the eutectic has penetrated a crack in the copper core, which later through corrosion changed to oxide, etc.
41. Coin 6; Tarentum, Italy. Didrachm about 380 B. C. Obv. Taras astride a dolphin. Rev. Horseman to left; inscription below. No laps are visible to the eye. Again there is a good deal of corrosion below the silver plating. The latter varies considerably in thickness and in one place is broken (at B, Fig. 2). One area shows two strips of silver embedded in the eutectic.
Conclusion. Here again we have a further example of the silver coating attached to the copper core by means of the copper-silver eutectic.
42. Coin 6; Fig. 1 at A × 60. Shows these two strips of silver embedded in the copper-silver eutectic.

43. Coin 6; Fig. 2 at B × 60 (above). A good example of the corrosion occurring at a hole in the silver coating.
44. Coin 6; Fig. 3 at A × 200 (opposite). Shows the details of structure of Fig. 1. The thin band of silver being completely surrounded by the eutectic.

45. Coin 6; Fig. 4 × 500 (above). Shows dendrites of silver in the eutectic next the silver caused by diffusion of the latter into the liquid alloy.
46. Coin 6; Fig. 5 × 500 (opposite). Interesting in that it shows the coarser particles of copper in the eutectic have changed to oxide due to corrosion.

47. Coin 7 (0:13); Thebes, Boeotia. Middle of Fourth Century, B. C. Obv. Shield. Rev. Amphora. No lap seen. Two opposite portions of the edge corroded away while the rest of the coin appears fine. Under the microscope no join was found in the silver coating, but there is marked corrosion of the copper core. The silver coating contains more than 72% silver and consists for the most part of grains and dendrites of silver surrounded by the eutectic. The core shows several cracks and etches with a streaky appearance characteristic of impure, improperly refined copper.
Conclusion. Just why this coating should show marked irregularity in composition is not evident, unless it is due to segregation by dipping the copper disc in a rich silver-copper alloy at a temperature slightly above its melting point. The alternative would be that the silver coating was attached as in the previous examples, but that the temperature was higher and by diffusion a pasty coating of a silver-rich alloy was formed.
48. Coin 7 (0.13) ; Fig. 1 × 60 at B. Shows the silver coating above; below it is a layer of carbonate and then oxide with some carbonate. The copper core below is now clear and shows its normal grain-structure; it is cracked and the fissure is filled with oxide.
49. Coin 7 (0.13) ; Fig. 2 × 60 at D. Shows an area with only a small amount of corrosion of the copper core. Here the silver coating is thick and even at this low magnification is seen to be an alloy of copper and silver.
50. Coin 7 (0.13) ; Fig. 3 × 60 at E. Shows another area of the badly corroded upper surface, with carbonate below the silver alloy coating.
51. Coin 7 (0.13); Fig. 4 × 60 at F (above). Note the distinct banding with an irregular fissure near the center. Such a structure might well result from hammering out a poor copper casting.
52. Coin 7 (0.13); Fig. 5 × 500 (opposite). Shows some corrosion of the core. The coating next the core is approximately the eutectic alloy. Towards the outside, the increasing number of silver grains shows it richer in silver.


53. Coin 7 (0.13); Fig. 6 × 250 (above). Shows the copper core above with no oxidation. The coating is a mixture of grains of silver and copper or silver eutectic which is far from uniform. It should be approximately 85 to 90% silver.
54. Coin 7 (0.13); Fig. 7 × 500 (opposite). Shows the coating richer in silver next the core followed by a band of eutectic (72% silver). At the bottom grains of silver appear once more.


55-6. Coin 7 (0.13) ; Fig. 8 at E corresponding to Fig. 3 and Fig. 9 at B corresponding to Fig. 1 show the coating of the eutectic alloy above and the corroded copper core below. The section was filed deeper, polished once more and the following micrographs taken at a magnification of 100 diameters.
57. Coin 7 (0:13); Fig. 10 × 100 at C. Shows the coating to consist of silver crystals and eutectic, i. e., it contains more than 72% of silver.
58. Coin 7 (0:13); Fig. 11 × 100 at D. Similar to Fig. 10.

59. Coin 7 (0:13); Fig. 12 × 100 at F. An enlargement of Fig. 4 shows distorted copper grains due to cold work, with the crack in the center and much oxide above due to corrosion.
60. Coin 8; Roman Republic. Family denarius. Lucius Manlius Torquatus. B. C. 99-94. B. M. C. PI. 93: 11 -12. Resembles a base silver coin badly corroded. As polished, the cross section shows a corroded "silver" coating consisting for the most part of patches of the silver-copper eutectic surrounding grains of copper oxide. On etching this is brought out very markedly especially where the oxide has changed to carbonate.
Conclusion. This coin resembles No. 2 and may have been produced by dipping the copper disc in molten copper-silver eutectic or by sprinkling the powdered alloy (or even pure silver) on the copper base and heating so high that the powder melted and ran over the surface to form a cover.
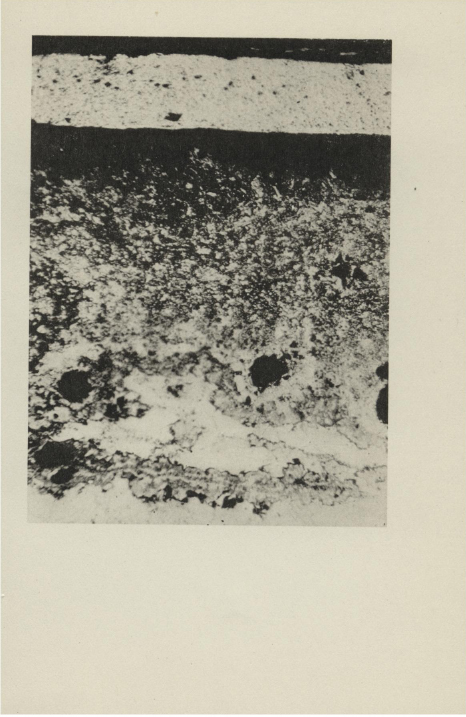
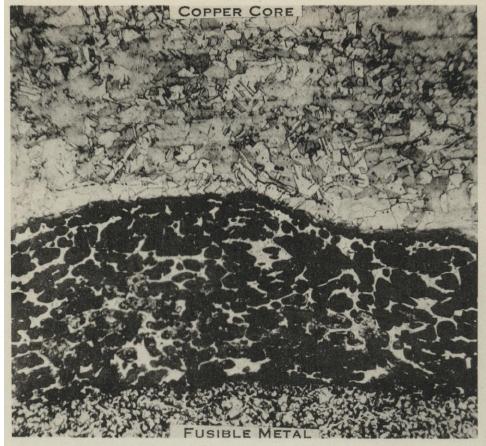
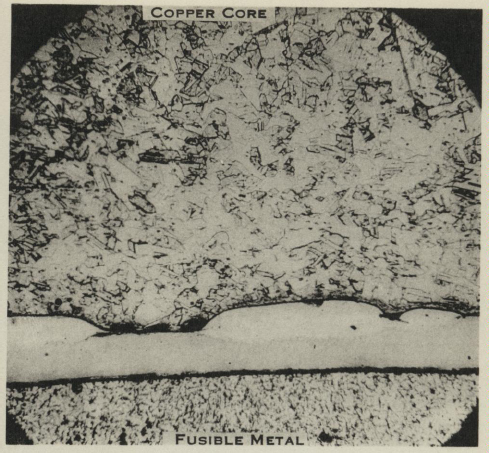
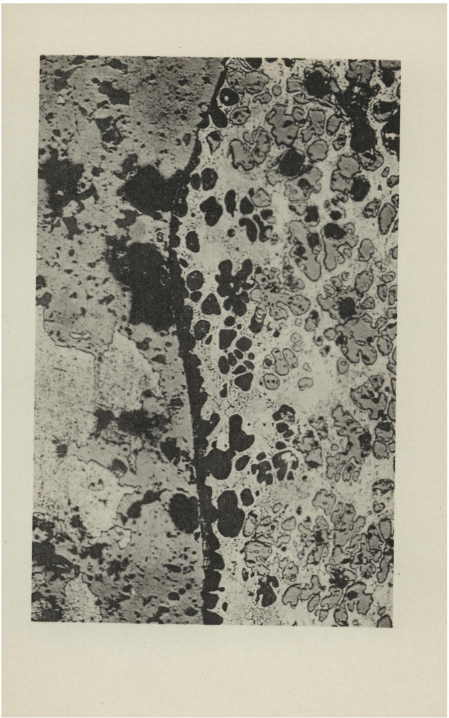
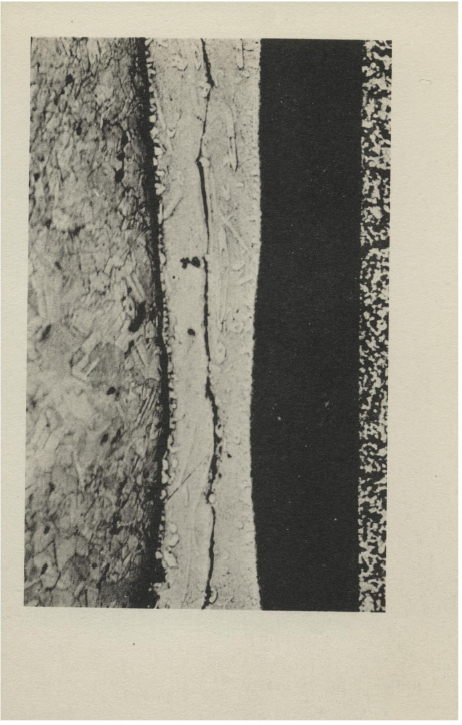
61. Coin 8; Fig. 1 × 60 at B. Typical of this coin. The upper half is the copper core, the lower part the fusible metal mounting is medium. The dark-etching band consists of white patches of the copper-silver eutectic, black areas (holes) where the carbonate has etched out, while the intermediate grayish area is oxidized copper.
62. Coin 8; Fig. 2 × 60 at A. Similar to Fig. 1.
63.Coin 8; Fig. 3 × 60 at C. Shows only one small area on the lower left where any of the silver remains, the rest of the coating, being a mixture of oxide and carbonate, has etched out.
64. Coin 8; Fig. 4 × 60 at D. Is similar at the lower side, while at the upper surface the corrosion product is mainly oxide.

65. Coin 8; Fig. 5 × 500 (opposite). Shows the details of structure of the coating; patches of the copper-silver eutectic surround irregular grains of oxide or carbonate at the outside while veins of the eutectic have penetrated around the copper grains at the inner surface. The section showed so much corrosion that the silver coating did not show up well. It was therefore filed down further, repolished and etched.
66. Coin 8; Fig. 6 × 100 (above).
67. Coin 8; Figs. 6 (preceding page) and 7 (above) × 100. These now show the coating much better. The white patches of the eutectic are surrounded by oxide of copper which originally consisted of excess copper crystals; the coating contains less silver than the eutectic alloy.
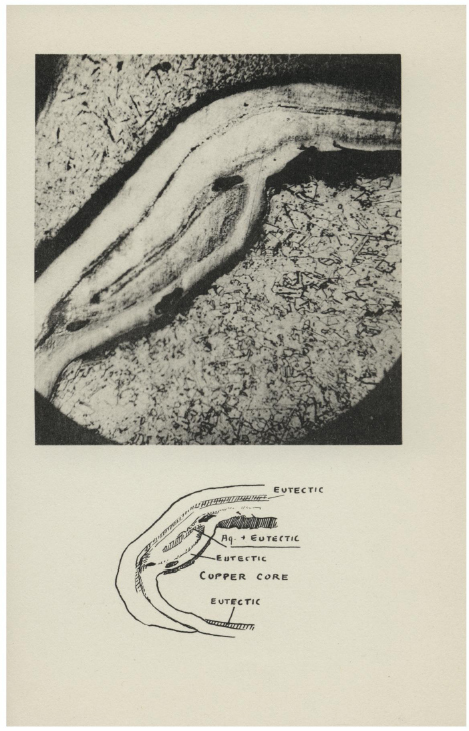
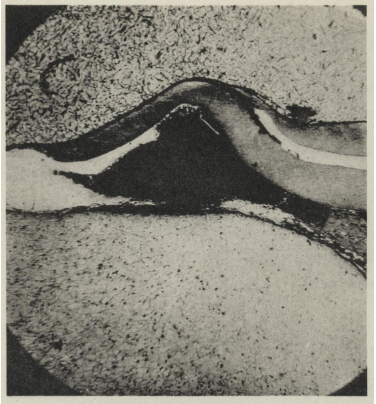
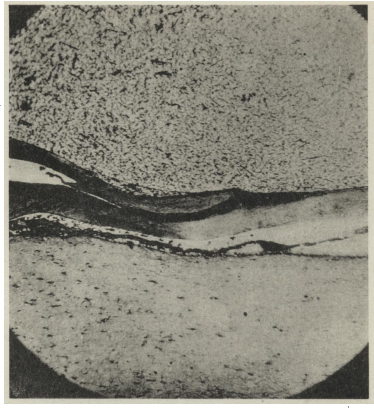
68. Coin 9. Suessa. Campania, Italy. Didrachm about 280 B. C. Obv. Head of Apollo. Rev. Mounted horseman carrying filleted palm and leading a second horse. The edge of the coin shows a distinct lap. Under the microscope the silver coating sometimes lies against pure copper, sometimes against irregular patches of copper oxide, and at others against irregular patches of the eutectic alloy (solder). The laps at the two ends of the section are perfectly clear.
Conclusion. This is the best example of a silver coating applied in two pieces, lapping one over the other and soldering the whole by the silver-copper eutectic which was applied in pieces as in the ordinary method of silver soldering. The heat was not high enough or the copper surface was not clean enough to produce an even flow of the solder, hence the unsoldered areas between copper and silver. However, it is possible that this coin may have been produced by the old Sheffield plate method, though the structures at A and E seem to prove the use of silver solder.
69. Coin 9; Fig. 1 × 60 (opposite). Shows the lap at A. The outer layer of silver forms the top, the inner one the bottom cover. Between is an extra piece which may be due to a fold in the lower covering. The white patches next the core are the eutectic solder.
70. Coin 9; Fig. 2 × 60 at B (above). Shows irregular patches (not continuous) of the solder next the core.

71. Coin 9; Fig. 3 × 60 at D (above). Is similar, with one thick patch of solder, and a good deal of oxide on the surface of the copper.
72. Coin 9; Fig. 5 × 60 at E (opposite). Similar to Fig. 1 except that there is an extra strip of silver with a distinct fold, forming part of the top cover. The three pieces are held together by a layer of the eutectic solder.

73. Coin 9; Fig. 4 × 60 at C (above). Shows no solder at all, but the silver coating lies against a band of copper oxide.
74. Coin 9; Fig. 6 × 500 at B (opposite). The upper part is the copper, the lower is the silver, while the middle wedge-shaped mass is the eutectic.
75. Coin 9; Fig. 7 × 500 near B. Similar to Fig. 6, but the eutectic has a very fine texture. This may be due to quenching the completed coin before the eutectic was completely solid, or to the presence of some other constituent such as tin. Zinc, of course, was not known at this early date, though brass was made by the Romans from copper and zinc ores (carbonate).
76. Coin 10. (0.12); Roman Republic. Family Denarius. Marcus Parperius Carbo. Second Century B. C. Obv. Helmeted head of Roma to r. Rev. Quadriga to r. Showed a deeply corroded spot, on the surface. To the eye one spot on the edge seems to show a lap or fold. Under the microscope the copper core shows deep corrosion on one side and at the ends of the cross section. Between the copper core and the silver coating are thin films of the eutectic which, however, are not continuous. No laps or joins of the silver coating were found.
Conclusion. Here again the occurrence of the eutectic alloy might mean the use of silver solder, but from the general appearance of the structure it is more likely that the method was that of Sheffield plating.
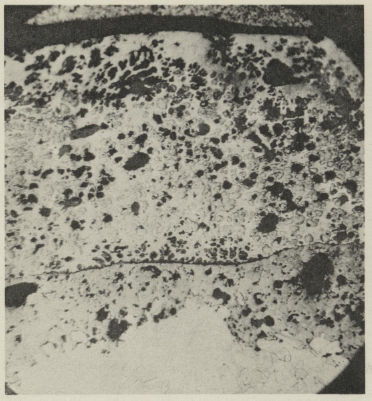
77. Coin 10 (0.12) ; Fig. 1 at A × 60. Shows one end of the cross section. The copper core is mainly corroded to carbonate. The silver coating is one continuous piece. A small patch of eutectic is seen at the lower right (Fig. 4).

78. Coin 10 (0.12) ; Fig. 2 near center × 60. Shows both surfaces. Below the upper silver surface the copper core is deeply corroded, chiefly to carbonate. The low surface shows no corrosion. The silver coating is joined to the copper core by a thin film of eutectic into which the silver has diffused.
79. Coin 10 (0.12) ; Fig. 3 at B × 60 (above). Shows the other end of the cross section. The silver coating is continuous, no film of eutectic being seen even at a higher magnification.
80. Coin 10 (0.12) ; Fig. 4 at A × 250 (opposite) shows the join. The core shows deep corrosion to oxide and carbonate. An irregular patch of the copper-silver eutectic is between the copper oxide and the silver coating. Another small patch is in the midst of the copper oxide.
81. Coin 10 (0.12); Fig. 5 at I × 100. Shows the silver coating near the end of the section. On the right the copper core is badly oxidized while on the left there is a void where the soft copper carbonate has fallen out. The silver is attached to the copper by irregular patches of the eutectic alloy. In order to see whether a lap in the silver coating could be found by cutting deeper into the coin, it was filed down further and a new surface prepared.
82. Coin 10 (0.12) ; Fig. 6 at E × 100. Shows practically no oxidation of the copper core which it attached to the silver by a thin layer of the eutectic alloy. The silver is in three layers, the lower two being separated by a film of copper oxide.
83. Coin 10 (0.12) ; Fig. 7 at D × 100. Shows another hole in the silver coating below which the core has corroded very deeply.

84. Coin 10 (0.12) ; Fig. 8 at C × 100. Also shows corrosion of the core while the silver coating is attached to the unoxidized copper by a thick patch of the eutectic alloy.
85. Coin 10 (0.12) ; Fig. 9 at F × 100 (above). Shows a hole in the silver coating below which the copper core has oxidized. The eutectic alloy is seen on the right.
86. Coin 10 (0.12) ; Fig. 10 at F × 500 (opposite). Shows the copper core above, next a layer of oxide and a hole which was carbonate, followed by a thick patch of the eutectic passing into the silver coating.
87. Coin 11; Neapolis, Macedonia, about 450 B. C. Obv. Gorgon-head. Rev. Incuse square, quartered. No laps visible. The silver surface is pitted as if corroded, and resembles No. 2 and No. 8. The cross section shows deep corrosion of the copper core. The coating was originally base silver, consisting of dendrites and grains of copper surrounded by the copper-silver eutectic. The copper grains and dendrites have for the most part become copper oxide and the structure shows up without etching.
Conclusion. This is another case where the coating was not silver, but the copper-silver alloy with less silver than the eutectic, say approximately silver 35, copper 65 per cent. The method of coating was in all probability one of dipping, or else sprinkling the surface with finely divided silver or alloy and heating till the surface "ran."
88. Coin 11; Fig. 1 at A × 60. Unetched, shows bright metallic copper below. The central zone is copper oxide with a few holes originally of copper carbonate. The upper zone is the coating, a mixture of copper oxide grains and the eutectic. At the extreme outside the oxide grains had changed to carbonate.
89. Coin 11; Fig. 2 at B × 60 (above). Similar to Fig. 1. The corrosion of the copper core is very deep, while the coating consists of grains or dendrites of copper oxide (or carbonate) in a matrix of the copper-silver eutectic.
90. Coin 11; Fig. 3 × 200 (opposite). Taken from the center of the coating which consists of grains of copper oxide surrounded by the copper silver eutectic.

91. Coin 11; Fig. 4 at C × 60 (above). Like Fig. 1 but in the outer skin all of the copper grains have been corroded to carbonate.
92. Coin 11; Fig. 5 × 200 (opposite). Shows the inner surface of the coating where it joins the core, which at the surface has changed to copper oxide.
93. Coin 11; Fig. 6 at D × 60. Shows the structure after etching. The grain of the copper core now shows up, but otherwise there is no change.
94. Coin 12 (0.7) ; Velia, Lucania, Italy. Didrachm of about 350 B. C. Obv. Helmeted head of Athena to left. Rev. Lion seizing stag. The coin looks like silver but in places has a fine pitted appearance. It was mounted whole and filed down well below the outer skin. The interior has a silvery appearance. Under the microscope the core has all the appearance of pure silver, but at the surface it has a peculiar corroded appearance.
Conclusion. Such a structure is very similar to that of corroded sterling silver or standard silver 900 fine, in which the copper has become oxidized at the surface. Some filings were therefore taken from the inner core and dissolved in nitric acid, but the solution failed to show a trace of blue color, which proves that the core is practically pure silver, or at least that it contains no copper. Hence the surface structure cannot be due to oxidation of copper, unless the surface layer did contain some copper while the core was pure silver, which hardly seems reasonable.
95. Coin 12 (0.7) ; Fig. 1 at B × 60. Typical of the section as polished. The interior is bright and clean except for one or two small holes. The outer surface shows a number of black inclusions below which there is a thin irregular zone of clean metal. Below this is a wider band full of tiny black particles.

96. Coin 12 (0.7) ; Fig. 2 at A × 60. Very similar to Fig. 1.

97. Coin 13 (0.10) ; An experimental coin made by Dr. Robinson to illustrate what appeared to be the method of plating, i. e. close plating by means of tin as a soldering medium. A copper blank was taken and two pieces of silver foil were burnished over it. The whole was joined with a film of tin and then struck between dies. The surface shows a distinct lap where the one piece of foil overlaps the other. A cross section was cut and polished and three distinct zones were seen, the copper core, a tin-rich solder containing silver and copper, and the outer coating of silver. The laps at the two ends of the section were quite distinct.
Conclusion. The above example of close plating with tin as the joining medium has no resemblance to the previous samples and proves that the latter were not made by close plating.

98. Coin 13 (0.10) ; Fig. 1 at A × 60. Shows the lap. On the left is the copper core, on the right the fusible metal mounting-medium. The two bands of silver are joined by a layer of white tin alloy, which also lies between the inner silver foil and the copper core.
99. Coin 13 (0.10) ; Fig. 2 at B × 60. Shows the other end of the lap where the fold was visible to the eye because the tin solder had just failed to reach the surface and make a perfect joint.
100. Coin 13 (0.10) ; Fig. 3 at C × 60. The end of the lap at the opposite side. Again the tin solder has failed to reach the surface.
101. Coin 13 (0.10) ; Fig. 4 at D × 60. A continuation of this joint with part of the edge missing on the left, having been previously filed down to show the tin.

102. Coin 13 (0.10) ; Fig. 5 at E × 60. A continuation of the same, showing the two layers of silver with the tin alloy between. There is a layer of dross between the core and the inner band of silver.

103. Coin 13 (0.10) ; Fig. 6 at G × 60 (above). Shows lower end of lap and is almost a continuation of Fig. 5. The end of the inner silver strip is completely surrounded by the tin alloy.
104. Coin 13 (0.10) ; Fig. 7 at F × 200 (opposite). The structure of the tin alloy shows three constituents. From the silver, crystals of Ag3Sn grow down into the tin-rich matrix; from the core, crystals of CuSn grow upwards. In the center are hollow crystals of CuSn and long platy pinkish crystals of Ag3Sn. The matrix is the ternary eutectic of tin, CuSn—Ag3Sn.

105. Coin 13 (0.10) ; Fig. 8 at F (above). Shows the structure where there is the single layer of silver held in place by a thick layer of the tin alloy.
106. Coin 13 (0.10); Fig. 9 × 500 (opposite). Shows crystals further enlarged. The black streak at the middle is dross.

107. Experiment A; with solder.
In order to compare the structure produced by joining silver to copper by means of solder, with that resulting from a junction produced by heat alone as in the old method of making Sheffield Plate, two samples were made by Mr. Robert Leach of the Handy & Harman Company.
In the first, a sheet of silver 1/8 of an inch thick was placed between two pieces of pure copper each ½ of an inch thick and 1 inch wide. Two pieces of copper were used so that the junction of the copper and the silver would lie in the center of the sample which would make the preparation of a perfectly flat specimen comparatively easy.
Experiment A was made using silver solder, 72% Ag, 28% Cu. Cross sections about one-half of an inch thick were cut from each, polished and etched with ammonia and hydrogen peroxide. Micrographs with a magnification of 35, 100 and 500 .diameters were taken to show details of structure.
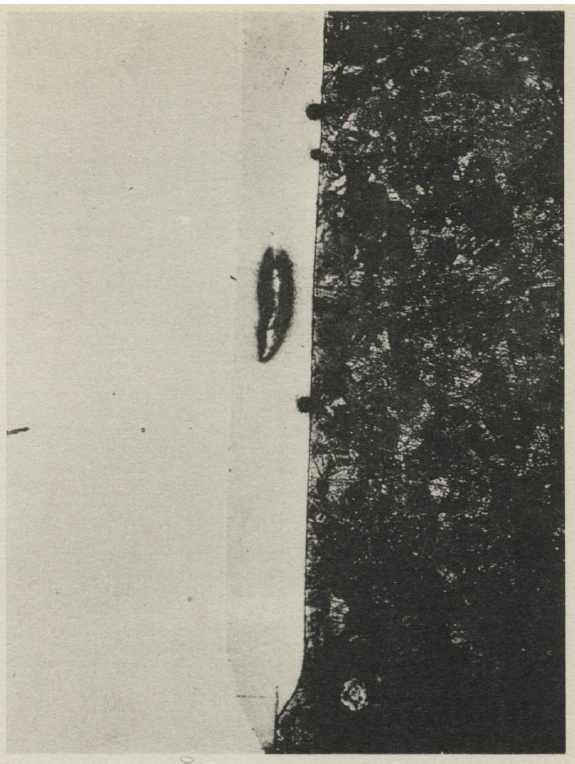
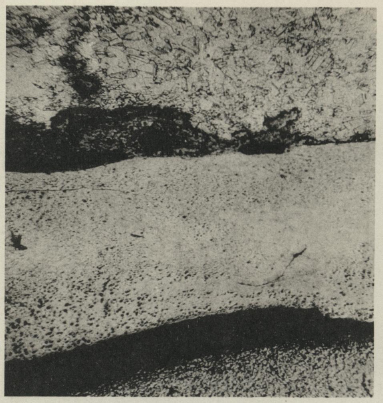
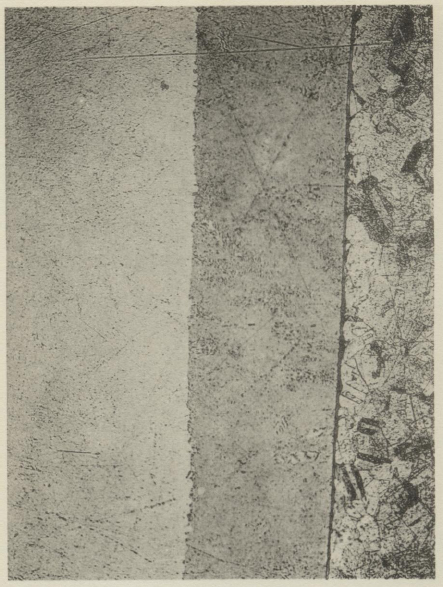
108. Experiment A. Fig. 1 × 35 at A. The band of solder is shown at its lower right joint.

109. Experiment A. Fig. 2 × 35 at B. A continuation of 108. The dark round spots are blowholes.
110. Experiment A. Fig. 3 at 35 at D. A further continuation of 108 and 109, showing the upper extremity of the joint.

111. Experiment A. Fig. 4 × 100 at B (above). An enlargement of the right hand joint at B.
112. Experiment A. Fig. 5 × 500 (opposite). The dark ridge between the copper and the eutectic alloy is a solid solution of silver in copper due to diffusion.

113. Experiment A. Fig. 6 × 100 (above). Typical of the uniform layer of solder.
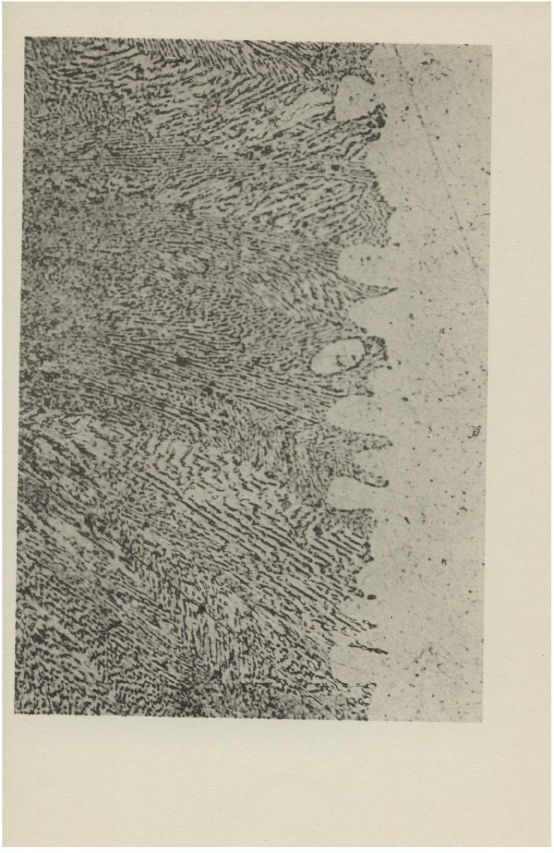
114. Experiment A. Fig. 7 × 500 (opposite). Shows the silver on the right with an irregular surface due to solution into the liquid solder.

115. Experiment A. Fig. 8 × 100 at D (above). Shows the left hand join at D, the upper end of the section.
116. Exp. A. Fig. 9 × 500 at D (opposite). An enlargement of 115 (but reversed because taken with an inverted microscope). Again the thin film of copper oxide prevents diffusion and therefore a poor join results.


117. Exp. A. Fig. 10 × 100 at A (above). Showing the other end of the join at A. They each show a thin film of copper oxide at the end of the junction which prevented the formation of a good join by stopping diffusion.
118. Exp. A. Fig. 11 × 500 at A (opposite). An enlargement of 117 (reversed). The copper is separated from the eutectic by a thin band of copper oxide.

119. Experiment A. Fig. 12 × 500 at A. The extreme end of the join. The heavy central division is probably a mixture of copper oxide and borax which again prevents diffusion.
120. Experiment B; no solder.
The second experiment or sample was in all respects similar to Experiment A except that no solder was used; instead the pieces of copper with a sheet of silver between them were heated to a temperature of 785°C., and cooled slowly. Micrographs with a magnification of 35, 100 and 500 diameters show details and permit comparisons with results obtained in the preceding sample.
Conclusion.
Experiment A. The sample in which silver-solder was used shows marked regularity of the zone of the eutectic alloy.
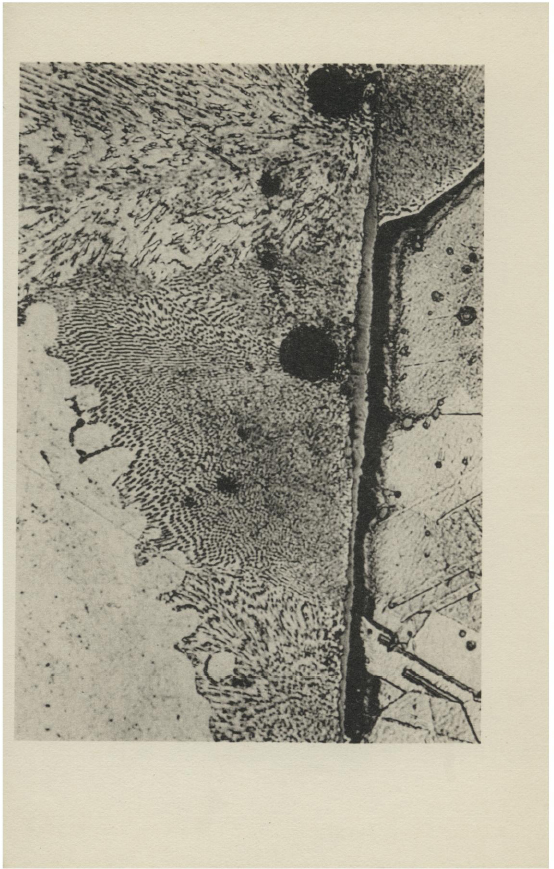
Experiment B. The sample without solder shows the zone of the eutectic alloy inclined to be irregular in thickness and patchy, with more diffusion of silver in the form of grains and dendrites into the eutectic. This irregularity is undoubtedly due to poorer contact with a resulting film of copper oxide which prevents diffusion and therefore results in a poor join.
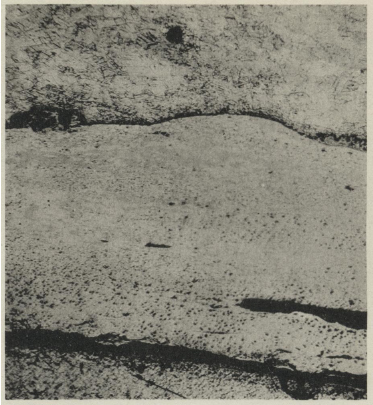
121. Experiment B. Fig. 1 × 35 at A. Near the end of the join; the band of eutectic alloy is shown to be very irregular in shape and width.
122. Experiment B. Fig. 2 × 35 at B. Almost a continuation of 121. The band of eutectic has thinned out.
123. Experiment B. Fig. 3 × 35 at C. Shows the band of eutectic alloy appearing once more.
124. Experiment B. Fig. 4 × 35 at D. A continuation of 123.
125. Experiment B. Fig. 5 × 100 (above). Shows the disappearance of the eutectic at the top.
126. Experiment B. Fig. 6 × 500 (opposite)

127. Experiment B. Fig. 7 × 100 at D (above). Illustrates the irregularity of the thickness of the eutectic band.
128. Experiment B. Fig. 8 × 500 (opposite). The silver on the right, diffuses down into the eutectic. Compared with 112 and 114 there is a marked difference as regards outline and amount of silver crystals diffusing into the eutectic alloy.
129. Exp. B. Fig. 9 × 100 at A (above). Shows an enlargement of the left hand join of 121 at A. The outline of the copper as well as the silver is irregular, while on the silver side small crystals of silver grow down into the eutectic. The dark spots are blowholes.
130. Experiment B. Fig. 10 × 500 (opposite). Illustrating the poor diffusion by the irregularity of the eutectic zone.
131. Experiment B. Fig. 11 × 100 (above).
132. Experiment B. Fig. 12 × 500 (opposite). In the center is a thin film of copper oxide due to the poor contact of the two surfaces of the pure metals originally.

133. Experiment B. Fig. 13 × 100 (above). Showing the irregularity of the eutectic band.
134. Experiment B. Fig. 14 × 500 (opposite). Similar to 130 and 132.

135. Experiment B. Fig. 15 × 100. Illustrates the irregularity in the thickness of the eutectic band and is a continuation of 124.
The above examination would indicate as follows:
No. 1. Use of foil and silver solder, apparently twice applied.
No. 2. Dipping; or sprinkling copper core with powdered alloy and heating strongly till the alloy "ran."
No. 3. Sheffield plate method.
No. 4. Sheffield plate method.
No. 5. Sheffield plate method or use of solder.
No. 6. Probably used silver solder.
No. 7. Probably Sheffield plate method; possibly dipping.
No. 8. Same as 2.
No. 9. Probably used silver solder.
No. 10. Probably Sheffield plate method.
No. 11. Same as 2 and 8.
No. 12. Core apparently pure silver.
No. 13. Experimental piece with tin used for solder.
Reviewing the structures found in the above examination we find most of the coins were made by covering the copper cores with silver sheet, cupped and overlapping, the whole being joined by a relatively fusible silver copper alloy, in most cases the eutectic alloy which melts at 778° C.
Others were apparently made by sprinkling the copper core with powdered silver or silver copper alloy and heating strongly till the powder melted and "ran", or by dipping the copper core in liquid eutectic alloy or one rather richer in silver.
The joining of the silver coating to the copper core to produce such structures can be done in two ways. The first, by using silver solder, would explain all of the structures found but not their marked irregularities. The second, in which no solder is used, is the same as that discovered by Bolsover for making Sheffield plate, in which the two metals are heated in contact to the point where a film of the eutectic alloy is produced (i. e. 778° C.). This gives rise usually to an irregular layer of the eutectic alloy such as occurs in most of the samples above. If we assume that silver solder was not known down to the time of Pliny, for he does not mention it, then it would seem that the Sheffield plate or diffusion method must have been used by the ancients, where the copper core is covered with sheet silver.
On the Constitution and Structure of the Alloys of Copper and Silver.
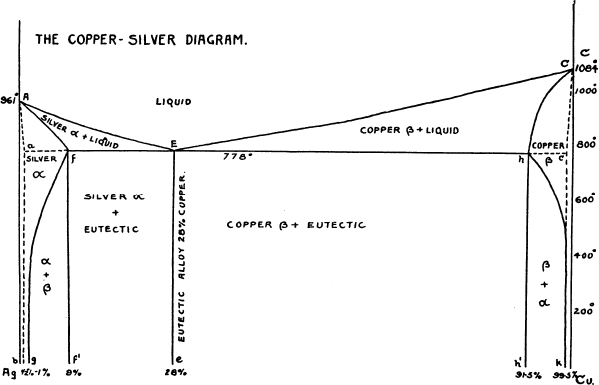
The constitutional diagram of the silver copper series of alloys is shown in Fig. 1 with temperature in the vertical scale and composition in the horizontal.
The curve AE is the freezing-point curve of silver which is lowered as the copper in the alloy increases. The curve CE is the freezing-point curve of the copper which is lowered as the silver in the alloy increases, for the addition of copper to silver or of silver to copper depresses the freezing-point of the metals.
These two curves intersect at the point E which is the alloy with the lowest freezing point of the series. It contains 72% of silver, 28% of copper and melts and freezes at the same temperature 778° C. This is the eutectic alloy and is a mechanical mixture of copper and silver.
Any alloy with less than 28% copper consists of grains and dendrites of silver surrounded by a matrix of the eutectic while any alloy with more than 28% of copper consists of grains and dendrites of copper in a matrix of the eutectic.
In alloys cooled at normal rate in the air if more than ½% of copper is present we find the eutectic under the microscope, while if more than ½% silver is present the same thing happens. In other words, between ½ and 99½% of copper there is more or less eutectic present in the solid alloy. The end of freezing or the beginning of melting is shown by the curves AaEcC. From the above an air-cooled alloy consisting of 50% silver dendrites and 50% of eutectic ought to contain 28 + ½% of copper divided by 2 or 14¼% copper, for the silver crystals should contain ½% of copper in solid solution and the eutectic contain 28% of copper. The same applies to the copper-rich alloys.
But these air-cooled or cast alloys are not in a state of equilibrium because the silver crystals or dendrites are not saturated with copper, neither are the copper crystals saturated with silver. This state of equilibrium is only brought about by very slow cooling or, more rapidly, by annealing at high temperatures near the melting point. When equilibrium is reached, the silver or copper crystals are saturated with copper or silver, as the case may be. The saturation point, however, varies with the temperature; the higher the temperature the greater the solubility in the solid state, as shown by the solubility curves fg and hk, the former being the solid solubility curve of copper in silver and the latter that of silver in copper. These have not yet been determined with extreme accuracy, but are approximately as given. The point g is about 1% copper while f is probably just over 9% copper. Hence our 50% silver dendrites, 50% eutectic alloy does not have only ½% Cu in solid solution in the silver. In the first place, the original silver crystals have a composition lying somewhere between a and f, say 5+% of copper. They are not homogeneous, but have cores richer in silver. As the temperature falls, these crystals of silver become saturated with copper at the solubility curve fg and copper begins to separate out, mainly at the crystal boundaries. At normal temperature the silver dendrites have only 1% of copper in solid solution. Hence our alloy really consists of silver dendrites and grains, surrounded by envelopes of precipitated copper in a matrix of the eutectic. In the same way the copper and silver of the eutectic mixture contained 8½% and 9% of the other in solid solution (h and f percent) at the freezing point 778° C. but at normal temperature they contain ½% and 1% respectively (k and g percent) due to precipitation of the excess over and above that shown by the solubility curves hk and fg. For example, sterling silver 925 fine (92.5% of silver, 7.5% of copper) at ordinary temperatures consists of grains of silver with about 1% of copper in solid solution, the excess copper being found as tiny flakes precipitated in the cleavage planes and at the boundaries of the silver crystals. This copper, of course, is saturated with silver. On annealing at temperatures about 750° C. above the solubility curve gf, the copper goes into solution in the silver crystals and we have a homogeneous alloy, a solid solution of copper in silver, assuming that f is 9% or a trifle more. While quenching in water from this temperature does not prevent the copper from precipitating again, the flakes and particles of copper occur in very much smaller size than in the case of the slowly cooled alloy, in fact they are submicroscopic and can only be shown by X-ray methods, and hence the color is improved by quenching and the metal does not discolor so rapidly. For the same reason standard silver which contains 10% of copper (900 fine) has a much poorer color than sterling silver and discolors more quickly, even when quenched for at 750° C. the solubility is only 8% of copper, leaving 2% undissolved. The greater the copper content the more readily does silver corrode as shown by the new silver coinage of Great Britain which is only 50% silver (500 fine).
Just as in the lead-tin series the eutectic alloy with 63% of tin melting at 182° C. (tin solder), can be used as a solder for lead or tin whose melting points are 3270 C. and 2320 C. respectively, so the eutectic alloy of silver and copper with 72% silver and melting at 778° C. makes an excellent solder for silver or copper, whose melting points are 961° C. and 1084° C. respectively. Modern silver solders contain, in addition, varying amounts of zinc which lowers the melting point and tends to keep the white color.
It is generally believed that the ancient Greeks were ignorant of the art of soldering, while the Romans were familiar with soft soldering but not with silver soldering which was invented in the middle ages by melting together silver and copper. In this regard, Theophilus in his De Diversis Artibus (late in the 11th Century) says of silver solder ". . . weigh two parts of pure silver and a third part of copper and mix, and finely rasp into a clean vessel and put this in a quill. Take winestone and burn it till no vapor comes off. Grind in a copper vessel with water and salt until it is as thick as lees; with a thin piece of wood you anoint the pieces to be soldered . . .". At a later date silver solder was made by melting together silver and brass.
That the ancients were acquainted with pure silver soldering at least 300 B. C. is shown by some of the coins in the above examination, assuming these plated coins were contemporaneous with the genuine silver ones, which undoubtedly they were, as vouched for by Mr. Newell.
That they were well aware of the process of joining silver to copper without solder is also shown by some of these coins. In other words, when Bolsover discovered or invented the method of making Sheffield plate, it was truly one of the lost arts of the ancients.
In 1929 Kenneth C. Bailey, Fellow of Trinity College, Dublin, published "The Elder Pliny's Chapters on Chemical Subjects, Part I", and from this transaction the following notes and extracts have been made.
Liber XXXIII. Par. 93. Chap. V, Sect. 29. "Goldsmiths also claim chrysocolla as their own for soldering gold, saying that all other varieties with a similar verdant hue were named from this one. It is mixed in due proportion with Cyprian verdigris and the urine of a beardless boy. Nitrum (carbonate of soda) is added, and the whole triturated with a pestle of Cyprian copper in a mortar of the same material. The mixture obtained we call santerna. With it is soldered gold which contains silver, the presence of which is indicated by the brilliance of the surface when the santerna is applied. On the other hand, gold which contains copper, contracts and grows dull, and is soldered with difficulty. For this kind of metal, the solder is made by adding gold and one- seventh part of silver to the substances mentioned above, and grinding them all together."
Par. 93 (Notes). We are told that Galen and Dioscorides omit nitrum from the recipe for santerna. Nitrum was probably sodium carbonate, not our nitre. Alloys of copper, silver and gold are in use as gold solders. No doubt in soldering with chrysocolla some metallic copper was deposited and presented a clean metallic surface suitable for union.
Liber XXXIII. Par. 86. Chap. V, Sect. 26. "Chrysocolla is an exudation found in the shafts which we have already mentioned. It oozes down the vein of gold, and its muddy substance is congealed under the influence of the winter cold till it is as hard as pumice. It is well established that the best quality forms in copper mines and the next best in silver mines. It occurs in lead mines also, but this kind is inferior to that found in gold mines."
Par. 86. (Notes) Chrysocolla. The identity of chrysocolla has been a matter of some dispute. The use from which the name is derived suggested that it was a borax, a meaning still given by Lewis and Short, while Ajasson held that the chrysocolla strewn on Nero's arena was yellow mica or talc. Both these views are clearly wrong.
Dioscorides gives an abbreviated account, probably drawn from the same source as Pliny's. Isidorus says that chrysocolla is a product of copper mines, and when found in gold and silver mines is due to the presence of copper.
The usual identification with malachite or basic copper carbonate, is clearly correct, though it is quite possible that other copper minerals such as the modern chrysocolla (a silicate of copper) are included under the name.
Liber XXXIII. Par. 94. Chap. V, Sect. 30. "Other similar facts may well be grouped with this, that Nature may have her meed of admiration from all. Gold is soldered with the mixture described above, iron with clay, masses of copper with cadmea, copper plates with alum, lead and marble with resin, but black lead (lead) is soldered with white lead (tin), and white lead to itself by means of oil. Stagnum too is soldered with copper, and silver with stagnum. Pine-logs make the best fire for melting copper and iron, but Egyptian papyrus is also serviceable, and gold is melted on a fire of chaff. Lime develops heat in contact with water, and so does Thracian stone. The latter is quenched by oil, but fire is best quenched by vinegar and birdlime and egg. Earth is the least combustible of all substances. Charcoal, on a second ignition, burns more furiously."
Par. 94. (Notes) The soldering materials given here are unclassified, some forming part of the joint, some acting simply as cleaning materials or as fluxes. Alumen, no doubt, was a cleaning material. Resin is still used as a flux for soft alloys, and oil for pewter and Britannia metal.
Cadmea. Cf. H. N. 34, 100, ff., where several varieties obtained as sublimates in the roasting of copper ores are described. There can be little doubt that this cadmea was zinc oxide. That which is described in H. N. 34, 2 was a natural mineral, perhaps calamine.
Stagnum. An alloy of lead and silver, and not tin.
A. Barb. Zur antiken M¼nztechnik. Numismatische Zeitschrift. Vol. 23, 1930. Pp. 1-8. Part III entitled Nummi Subaerati reads as follows :
"A problem, the solution of which has caused much racking of brains is the manufacture of the so-called 'plated' coins, which consist of a core of base metal (copper, iron) coated with thin silver (or gold?) plate. This plating is found especially in Roman denarii of the republic and early empire. Mommsen* has established that these were not made by counterfeiters, but that they were an official coinage of a fiduciary nature.
"The same technique is also to be noted frequently on barbarian coins.† Von Ernst first explained this plating as being accomplished by immersing red-hot copper in molten silver. This method seems impossible; such a coating would not be uniform, but would be thickened in the places on the blank which are depressed; furthermore, the manner of immersion cannot be explained. The coins could be dipped only by means of a tong- or tweezer-instrument or by being fastened on a wire. In each such case there must be places on the blank where the instrument or the wire would touch and be inaccessible to the plating."
"There are a considerable number of methods of covering base metals with gold or silver, which are no longer known, since the galvanic method has come so generally into use, such as the so-called hot-gilding—a considerable number of methods through smelting or by means of 'cold-plating', yet because of the technical ignorance of the ancients, none of these need to be considered."
"Opposed to this, the following methods appear relatively simple; the melting temperature of silver (and also gold) lies below that of copper (with fine silver the difference constitutes 130 degrees, with silver-alloys, correspondingly more). Now if one lays a copper blank (or even one of iron, whose melting point is still 100 degrees higher) between two thin sheets of silver (which must not exactly correspond in size and form with the blank) and heats gradually to approximately 1000 degrees, the silver will flow onto both sides of the blank and cover them; the steady, gradual heating which is the condition (otherwise the silver sheet runs together into a globule) is to be obtained by such a device as a potter's oven, which provides also the guarantee that the temperature will not be exceeded."
"This proceeding calls for but little time or work; a great number of blanks could be laid out quickly between two sheets of silver on a clay or charcoal support and a greater number be shifted into the oven at a given time."
"By way of supplement, after I had tried to clarify the preceding explanations of plated coins, I saw that Von Ernst was convinced of the impossibility of the method first proposed to him, and simultaneously with Bahrfeldt, decided for a process proposed by Piccioni which essentially coincides with the above. The 'only possible' conclusion of Bahrfeldt 'that this subtle and time-consuming way of plating coins is not applicable to the wholesale plating of coins' falls to the ground in the light of the development proposed above by me, even though to him another supposition seems established."
In criticism of the above idea of Barb's, it must be pointed out that all of the plated coins we have examined have been plated before they were struck. Therefore his objections do not have so much weight as regards the variations in thickness of the silver coating.
In the second place, when he speaks of heating silver sheet on a copper blank up to the melting point of silver so that it melts he has evidently not examined many actual coins because the majority show that the silver foil was never actually melted.
Our microscopic examination seems to have cleared up the above questionable points.
In Spink and Son's Numismatic Circular, February, 1931, Vol. XXXIX, p. 54, is a translation of a paper "How the Nummi Subaerati were Made" by Dr. Ernest Darmstaedter which appeared in the Mitt. der Bayer. Num. Gesellschaft, Vol. XLVIII, 1929.
He starts off with the possible methods of manufacturing and discusses them.
a) Dipping a copper coin or blank in a molten silver. A considerable quantity of molten silver would be necessary, otherwise the silver would cool down when the copper coin is being dipped.
He points out the difficulties, emphasizing the fact that where the copper blank was held by means of pincers the silver would not cover the copper.
It seems almost impossible to avoid the formation of a copper-silver alloy. The blanks would have to be heated and would be oxidized although borax or sal-ammoniac might be used to flux the oxide. The process is complicated as well as difficult.
b) The silver plating is done by means of melting it on the copper coin. The author tried this method also.
Well cleaned copper blanks were covered with sheet silver, about 1/10 mm. thick and hammered on the copper in the cold state. The coin was then heated up to the fusing point of silver and then cooled down again. Any oxide formed was removed by dilute sulphuric acid. After some practice, coins were obtained showing a compact silver plating on all sides. But by this method it is hardly possible to obtain a silver plating which would be so sharply separated from the copper core as in the case of the denarii. The author thinks these plated coins were not made by this process.
c) Silver plating by means of quicksilver. This process corresponds to hot gilding and hot silvering. A silver amalgam is applied to clean copper and the quicksilver removed by heat, leaving a silver coating. In practice, this process is not at all simple and would have to be repeated twice in order to obtain a thick covering of silver. It seems unlikely, therefore, that this process was used as a general method, but it may have been employed where only a thin coating of gold or silver was desired.
d) Plating of the copper by means of sheet silver. The copper was wrapped in sheet silver and heated to a red heat. Then the silver is fixed to the copper by hammering, nowadays by means of the roller. The author's experiments with this method were not satisfactory and the union of the silver and the copper was only imperfect. In the case of lenticular blanks for coining as they were used in antiquity, this process seems to be almost impossible. Moreover, no edge could be obtained as in the case of antique subaerati which have one. This edge would then have to be made after the silver was applied by melting the silver edges overlapping the coin. In short, this complicated and difficult process is almost impossible to carry out.
The author's method of making "filled" coins is carried out as follows: A lenticular piece of copper is inserted between two dish-shaped semispherical caps fitting closely and made of thin sheet silver. On the inside and especially on the edges some hard solder has been applied, and the piece of copper together with the two closely fitted caps is heated until some of the hard solder flows out. After cooling down the edge is flanged a little and a compact piece is obtained, the silver plating of which is quite consistent and its structure solid enough to allow stamping. The author then goes on to explain how the work was done in antiquity.
a) Copper blanks for coining, lenticular in form and a bit curved, were cast in the usual way and cleaned. Sometimes they were stamped out of sheet copper of suitable thickness. For such work it would be necessary to use a swage.
b) The silver cases were made by stamping out of a piece of sheet silver by means of a steel stamper, using a block of lead as a support. By this means cup-shaped silver cases are obtained, the edges of which will only have to be trimmed. The copper blank, when put between the two silver caps, will be completely covered by them and the edges of the silver cases will then lie one on the other.
c) Some hard solder is put on the side of the inner cap, brought to fusion, then the blank is inserted between the silver caps and the whole heated until the solder flows. Antique accounts about solder and soldering are somewhat unintelligible and often, as in the case of Pliny at least, part of them erroneous. For soldering purposes a metal alloy has to be used whose fusing point is a little lower than that of the metals to be soldered. Hard solder is made in the proportion of 3 parts of silver and I part of copper, and is quite ductile. As means of doing the soldering, and especially to avoid the oxidation of the copper, borax or sal ammoniac may perhaps have been used. The chrysocolla as mentioned by Pliny was probably malachite. If silver mixed with a little chrysocolla is heated malachite separates into carbonic acid and copper, which latter combines with the silver and produces hard silver solder.
It is necessary that the silver cap should fit tightly upon the copper core so that no air can get in, otherwise the copper would be oxidized and soldering would be difficult. The method when properly carried out gives the best results and the process is far simpler than this description might lead one to think. The author then goes on to describe a probable method of heating on a grate over glowing coals whereby a number of coins could be soldered simultaneously.
The author goes on to state that filled antique coins may offer other cores than copper, then gives an example—Syria, Antiochus VIII, 121-96 B. C. This coin had a core of zinc.
"When I had come almost to the end of my experiments, I was given the opportunity of reading the treatise of M. Bahrfeldt about 'Technique employed in antiquity when minting,' Berliner Münzblätter, Neue Folge, January, 1904, page 433. That Professor Piccione has solved the 'problem of how silver coins were plated,' and this, 'splendidly and unobjectionably' I do not quite believe. It must be said that the professor is of the opinion that the silver was smelted on the copper core, a thing I have also tried when making my experiments and which I have described above. As to M. Bahrfeldt he too has his doubts and writes: 'how could this subtile method which took so much time, be made to agree with the abundant minting and the bringing out of the coins ? ' "
In criticism of this work of Professor Darmstaedter it may be pointed out that while such silver soldering was probably used in a number of cases, it is also most probable that many of these coins were made without silver solder by what is known as the Sheffield Plate method. Furthermore, examples of Roman denarii had been examined in which the silver has certainly been melted on copper either in the form of sheet or more likely as a powder, perhaps of a silver-copper alloy in order to make use of its lower melting point. Pliny does mention chrysocolla for soldering gold, but he says nothing of soldering silver to copper. He says that silver is soldered with stagnum, which is an alloy of silver and lead. However, for gold containing copper, solder is made by using gold and one-seventh part of silver mixed with chrysocolla, Cyprian verdigris and nitrum (carbonate of soda) ; this last mixture he calls santerna, which apparently works as a flux.
| * |
Römisches Münzwesen, pp. 386-87 and passim (s. Index, 'Plattierung' ; according to Mommsen, relying on Ackermann, Num. Chron. VI, 1843, it was made especially under Augustus for trade with the South Indies!) Cf. Willers in Num. Zeit. XXXI (1899), p. 364; recently opposed to Willers, Bahrfeldt in Blätter für Münzfreunde, Jg. 58, 1923, p. 8. Detailed material by Graf: Münzverfalschungen im Altertum (Num. Zeit. XXXV, 1903) and earlier Bahrfeldt, Die gefutterten Münzen der Römischen Republik (Num. Zeit. XVI, 1884).
|
| † |
Cf. Gohl 'Az Erem' III (1925), p. 1 and Numis. Közlöny VI, p. 59; see also Barb's remark in Num. Zeit. LXI (1928) p. 4; also on Greek coining see Graf (loc. cit.) and Babelon, Traité, pp. 633-640.
|
Notwithstanding the conclusions obtained from specimens studied in Part I and even though the microscopic evidence submitted supplements our previous knowledge regarding the plating process, it was deemed wise to extend the investigation to a larger number of coins to see whether the conclusions reached held uniformly. Twenty-five additional coins were subjected to a careful examination by hand lens and of this number five of the most interesting were cut and mounted as had been done with the pieces described in Part I. Enlargements of the other twenty coins made it possible to detect analogies with coins previously studied. The geographical as well as the chronological distribution has been considerably extended. No evidence controverting the conclusions reached previously was found. The description of these twenty coins and the conclusions reached regarding each one of them follow. The illustrations of the pieces are grouped and come after the text, where they precede the remaining five pieces which were cut and mounted, and these last have the notes accompanying the respective illustrations just as was done in the first portion of this work. In order to bring the pages of text together the summary of the conclusions concerned with these twenty-five coins is given here.
Coin 14, (0.50). Italy, Bruttium, Croton. 420-390 B. C. Didrachm. Obv. Eagle to r., head turned back. Rev. Tripod. ♀PO. The cut on the edge shows two layers of silver, with some Cu2O below. One or two spots near edge of obv. show two layers of silver. The black incrustation resembles silver sulphide.
Coin 15. Italy, Calabria, Tarentum. Didrachm. Obv. Horseman to r. Rev. Taras on dolphin to l. Symbol, dolphin; monogr.  On the obverse, a patch of the coating behind the horseman has flaked off. On the reverse the overlapping is visible without
a glass.
On the obverse, a patch of the coating behind the horseman has flaked off. On the reverse the overlapping is visible without
a glass.
Coin 16, (0.55). Italy, Campania, Neapolis. Didrachm. Circa 300-280 B. C. Obv. Head of Parthenope to r. Behind, Athena Promachos. Rev. Man-headed bull and Nike to r. Obverse—shows distinct laps back of the head. Worn spot on edge shows copper below. Cracks in the silver coating, especially at back of head and below neck where metal is considerably raised—corroded below.
Coin 17, (0.56). Italy, Campania, Neapolis. Didrachm. Circa 400 B. C. Obv. Head of Parthenope to r. Rev. Man-headed bull and Nike to r. Obverse—near edge, shows silver very thin and worn through, to copper. Reverse shows distinct laps near edge. Test cut on edge shows thick silver edge with copper below.
Coin 18, (0.57). Italy, Lucania, Velia. Didrachm. 3rd Century B. C. Obv. Helmeted head of Athena to l. Above, A. Behind, IE in linear square incuse. Rev. Lion attacking stag to l. Obverse—silver worn away at helmet, leaving oxide and carbonate of copper: laps at very edge. On edge itself, several worn places showing two layers of silver and copper oxidation products below.
Coin 19, (0.58). Italy, Lucania, Velia. Didrachm. Circa 380-350 B. C. Obv. Helmeted head of Athena to l. Rev. Lion devouring prey to l. Obverse—large patches where silver has peeled off. Copper oxide and carbonate below—corrosion deep before silver fell off. Reverse—shows distinct laps.
Coin 20, (0.69). Persia. Achaemenid Kings. 5th and 4th Centuries B. C. Siglos. Obv. Figure of King to r. with bow and spear. Rev. Oblong incuse. Reverse—shows signs of lap at edges. In center the silver is worn away and core is covered with thick layer of copper oxide.
Coin 21. Acarnania, Echinus. Stater. Obv. Pegasus to r. Rev. Helmeted head of Athena to r. In field to l., fish-hook (?) and E. The copper core shows in the break below the head of Athena. No overlapping visible.
Coin 22, (0.67). Italy, Campania, Hyria. Didrachm. 4th Century B. C. Obv. Helmeted head of Athena to l. Rev. Man-headed bull to l. Above, YPINAI. Obverse—several holes showing copper oxide. One on cheek rimmed with blue crystals of azurite. Reverse—body of bull has no silver left; three deep pits in the copper covered with a thick hard crust of carbonate and oxide bluish in color.
Coin 23, (0.63). Rome. Denarius. Antonia Gens. Mark Antony. Circa 31 B. C. Obv. Galley to r. M. ANT. AV. III. VIR. R. P. C. Rev. Two standards and a legionary eagle. LEG. XIII. Reverse (standard) shows laps at edge. Obverse (galley) no laps. Corroded area to N. W. is all copper oxide. No copper on filing except a film just under the silver coating of the reverse side.
Coin 24, (0.64). Rome. Augustus. 31 B. C.—14 A. D. Denarius. Obv. Laureate head of Augustus to r. Rev. Caius and Lucius Caesar facing with two large shields between them. Obverse—lapped round the edge. Worn spots show copper oxide (and film of carbonate) below.
Coin 25, (0.68). Italy, Lucania, Thurium. Didrachm. Circa 400 B. C. Obv. Helmeted head of Athena to r., helmet adorned with the figure of Scylla. Rev. Butting bull to r. Fish to r. in the exergue. Above, ⊙OYPIΩN. Reverse—shows distinct lap across bull's head to below the Ω.
Coin 26, (0.22). Tarentum. Didrachm. End of 4th Century B. C. Obv. Horseman to left. Rev. Taras on dolphin to left. In several places on the obverse the silver has peeled off, leaving a patch of copper oxide exposed. Toward the edge there are signs of a lap in the silver coating.
Coin 27, (0.21). Velia. Didrachm. 4th Century B. C. Obv. Head of Athena to left, with Phrygian helmet. Rev. Lion devouring head of a ram. The reverse shows a hole at the shoulder of the lion where the copper has turned to carbonate. Above the back there is a well-marked lap.
Coin 28, (0.52). Alexander the Great. Tetradrachm. Same description as for No. 29. In the field of the reverse, rose. Beneath throne, Δ 10. The obverse is a copy of certain Alexanders of the Miletus mint (circa 320 B. C.), the reverse of issues of the Alexandria mint (circa 320 B. C.). Both surfaces worn down to copper. At several points along the edge the silver coating has worn off and copper and its oxidation products are seen. There are patches of Cu2O covered with what appears to be horn silver and also copper carbonate (green) lying in the silver at the deeply raised angles of the design and between the letters. No signs of any lap on the surfaces.
Coin 29, (0.51). Alexander the Great. Tetradrachm. Obv. Heracles' head to r. Rev. Zeus seated to l. in field. This piece is imitated from a coin of the Ake Mint. The obverse copies a coin of the year 28 (circa 319 B. C.), the reverse a coin of the year 31 (circa 316 B. C.). The small cut on the edge shows copper core. Silver coating appears quite thick. The two surfaces show no signs of copper. The ear of Heracles was (later, probably comparatively recently) filled with lead below which is a layer of wax. It has been drilled down to the copper core. The two surfaces have a "dotted" appearance especially at the deeply stamped parts and resemble cast surfaces. The edge shows no copper but has been hammered, giving a number of facets.
Coin 30, (0.62). Italy, Campania, Suessa. Didrachm. Circa 250 B. C. Obv. Head of Apollo to r. Behind, lyre. Rev. Rider and two horses to l. SVESANO. Obverse—back of and below head silver distinctly in two layers. Edge here is corroded away—copper oxide and carbonate on copper. Reverse—three or four places on edge show silver worn through and oxidized copper below. Irregular lapping over of the silver.
Coin 31, (0.60). Rome. Denarius. Fonteia Gens. First Century B. C. Obv. Heads of the Dioscuri to r. Rev. Large galley. MN. FONTEI. Reverse. Several spots show craters where the silver has corroded. On edge, one spot shows corrosion pits in the copper. The lap seems to be on the very edge.
Coin 32, (0.66). Rome. Ogulnia, Gargilia, Vergilia Gentes. First Century B. C. Obv. Laureate head of Apollo to r. Rev. Quadriga to r. Beneath, OGVL. GAR. VER. Copper with Cu2O in the hollows. An occasional patch of the copper-silver eutectic with dendrites of copper.
Coin 33, (0.59). Rome. Denarius. Cornelia Gens. First Century B. C. Obv. Bust of Hercules to r. with club and lion's skin. Rev. Roma facing, crowned by Genius. Obverse—shows two or more thin layers of silver near nose and forehead. Reverse—also shows two or more layers of silver at top and left. Edge—one badly corroded spot (left on rev.), core practically all copper oxide (red and crystalline).
Coin 33A. Italy, Bruttium, Caulonia. Didrachm. 550-480 B. C. Obv. Archaic male figure advancing to r., holding a branch in his upraised r. arm. On the outstretched l. arm is a small running figure, also holding a branch, and looking backward. In the field to r., a stag looking backward. In field to left, the first four letters of the city's name. Rev. The larger figure and the stag similar to the above, but incuse; the smaller figure and the inscription lacking. The rim on both sides is badly cut. The face of the coin shows the copper exposed on the man's body and left arm where the silver has peeled off. There is a distinct crack or lap in the silver coating back of the body to below the letter A. Reverse. Copper shows through at several places on the edge where the lap is very distinct. The silver disc for the face of the coin was only slightly larger than the copper blank and therefore the lap or join is very close to the edge of the reverse. These incuse coins are rarely found plated.

In addition to coins 14-33A five others were chosen on which to make a microscopic examination. These were taken because they appeared to represent typical examples of the main structures met with in the previous examination. The coins were mounted as before in fusible metal and then the whole was filed down until enough of the edge of the coin had been exposed in order to show the structure from the copper core to the outer skin. In the cases where the section was made near the edge (cf. Plates 149-150), the silver coating seems to be unusually thick. With the other coins, where the cut coincides with the diameter, the coating is crossed at a right angle. Near the edge the coating is crossed diagonally, and this makes it seem thicker than it is in reality. There were two cases, however, in which the coins had been previously cut medially; these were mounted and the cut surface polished in the usual way.
All except two of these coins show the usual coating of silver sheet with more or less distinct lapping of the edges over the copper core, as in the previous examples.
The two exceptions are Nos. 32 (0.66) and 38 (0.70) in which the silver coating was put on either by dipping or by sprinkling the copper core with powdered silver or copper-silver alloy and heating up till the powder melts and "runs" over the surface.
An examination of this second series of coins was made and the structures found were similar to those of the previous examination.
There seems little doubt, therefore, that our previous findings were more or less correct, namely, that some of the samples show a coating which was probably produced by attaching the silver foil to the copper core by means of silver solder in the form of the eutectic alloy of silver and copper. Other samples seem to indicate that no solder was used but the silver was attached to the copper by heating to the eutectic temperature and the junction was produced by diffusion as in the more modern method of making Sheffield plate. A third method was one in which silver foil was not used. It is possible to produce such a coating by dipping the copper core in a bath of silver-copper alloy, but as all of these coatings are very thin it is more probable that the method consisted of using powder and a suitable flux and heating until the silver melted and ran to form a continuous but irregular coating.
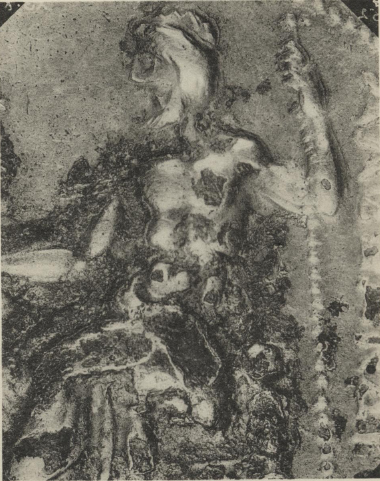








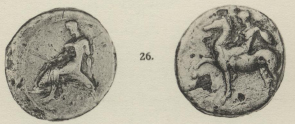
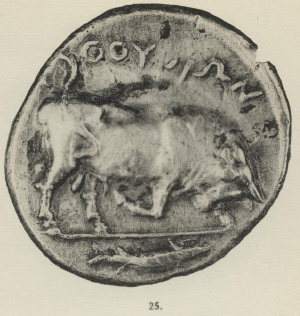
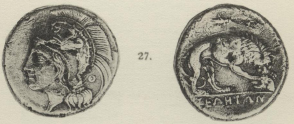
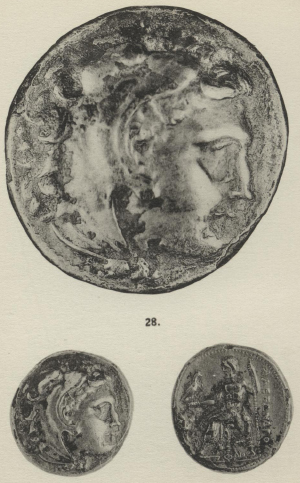
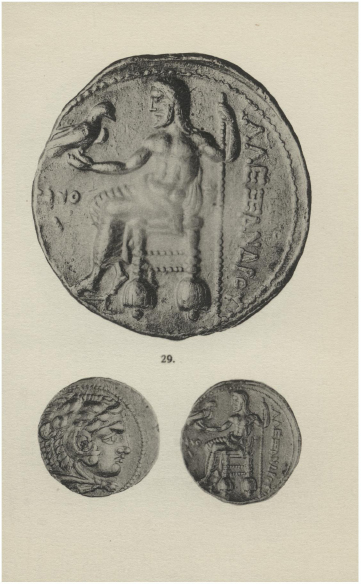
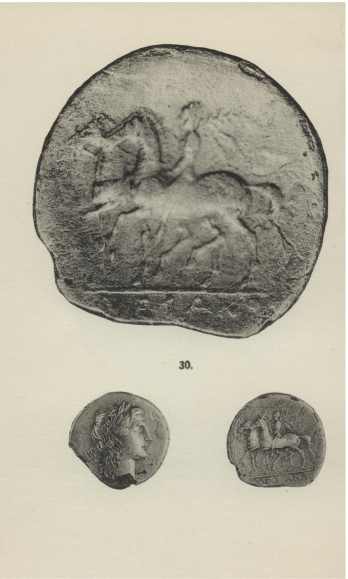

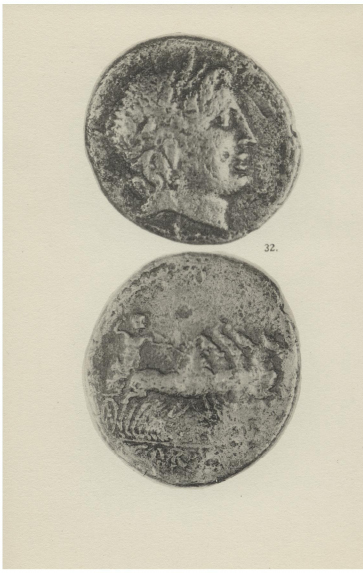
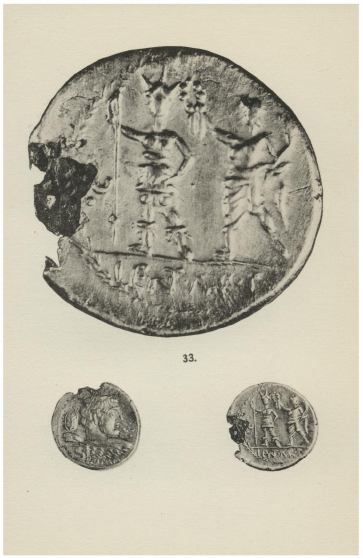
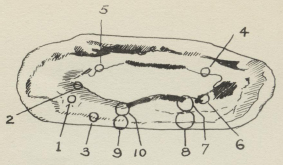
147. COIN 34, (0.20).
Neapolis. Didrachm 340-241 B. C.
Obv. Head of nymph to right.
Rev. Man-headed bull to right. Victory above.
The coating has peeled away on the rump of the bull and the copper has turned to carbonate. Along the body of the bull there is a distinct crack; between the feet there is a lap. On the obv. a crack runs from the chin to above the ear thence following the fillet; the edge shows no overlapping. Superficial examination shows what is apparently a folding of the silver coating on the rev. and the enlargements which follow demonstrate the correctness of this conclusion.
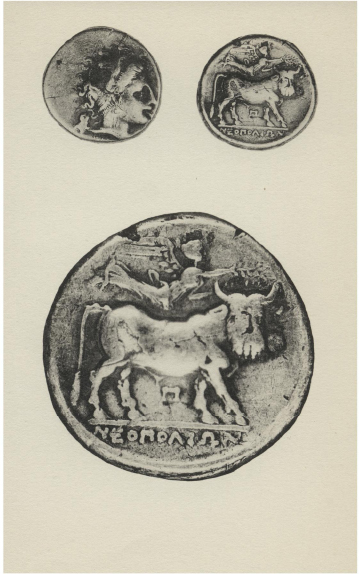

149-150. Coin 34, (0.20). Figs. 2 and 3 × 25. A dark border mainly of copper oxide surrounds the copper core. Outside of this are two layers of silver joined by a layer of eutectic alloy varying in thickness. Two patches of eutectic are recognizable at the ends of the copper core. Under a magnification of five hundred diameters the layer between the two sheets of silver where they over-lap is recognizable as a duplex alloy—a eutectic of much finer grain than found in specimens examined previously. The silver is seen to contain a considerable amount of copper precipitated at the grain boundaries. These two enlargements show very clearly the variation and the lapping of these two layers of silver, between which in several places there is a distinct hole mainly due to the corrosion of the copper contained in the alloy.

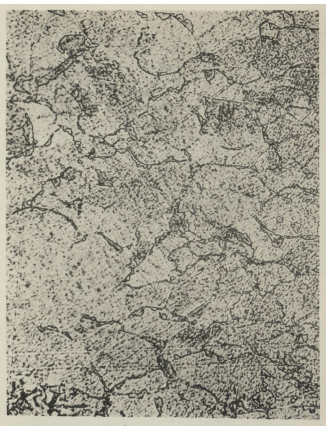
151. Coin 34, (0.20). Fig. 5 at 1 × 500. Showing copper precipitated on the irregular boundaries of the silver grains.
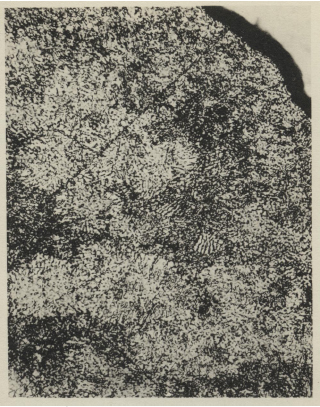
152. Coin 34, (0.20). Fig. 4 at 2 × 500. Juncture of silver with copper core (upper right). The dark layer between is eutectic of extremely fine texture.
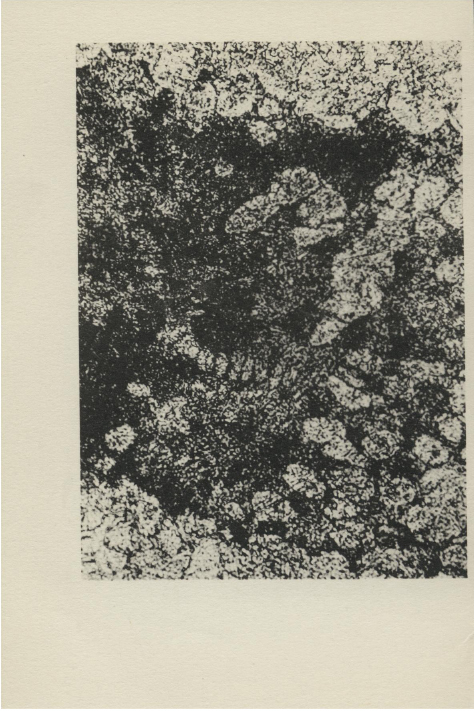
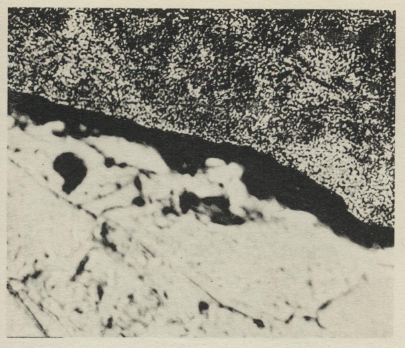
153. Coin 34 (opposite page). Fig. 6 at 3 × 500. Juncture between inner and outer layers of silver; the intervening eutectic is of very fine grains and shows numerous dendrites of silver. Such a structure could hardly have been obtained without the eutectic alloy having been present originally—sufficient heat would have brought about the diffusion.
154. Coin 34, (0.20), (above). Fig. 7 at 4 × 500 Similar to 152.
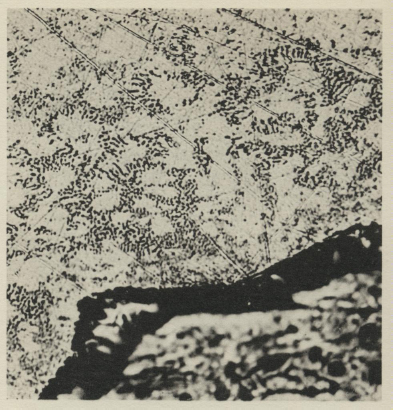
155. Coin 34 (0.20) ; Fig. 8 at 5 × 500. To bring out structural details, this sample was re-polished. An area similar to that of 154 is shown. The silver coating is undoubtedly composed of the eutectic, although here and there some excess grains of silver may exist.
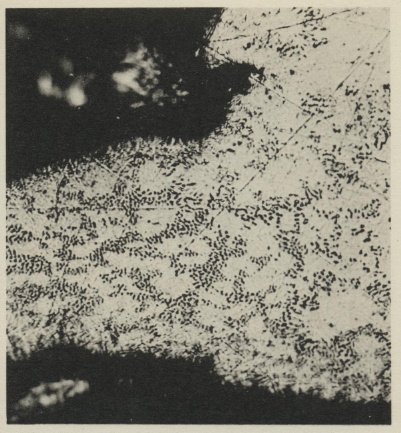
156. Coin 34 (0.20) ; Fig. 9 at 6 × 500. Showing a similar area. In this case the copper core has been corroded to oxide and carbonate and these have been removed in the etching. The silver coating is undoubtedly the eutectic alloy.
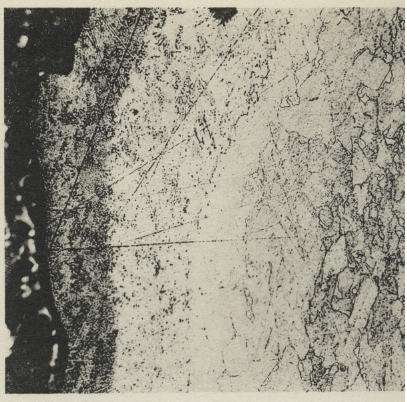
157-58. Coin 34; Fig. 10-11 at 7-8 × 500. These two and the photographs on the two pages immediately following form a composite picture illustrating the variation in structure from the copper core to the outside. The metal next to the copper core is shown at the top (i. e., at the left).

We first see a zone of the eutectic, then a band of silver at the grain boundaries of which patches of copper have been precipitated. In the continuation, two laps or joins are to be seen, and in these joins, a certain amount of eutectic is recognizable under a higher magnification.

159-60. Coin 34 ; Fig. 12-13 at 9-10 × 500. The dark area at the top (left) is the copper core (out of focus); below is a band of the eutectic alloy. Below this is a layer of silver with copper precipitated at the grain boundaries. At the center of the lower photograph a lap or fold in the silver coating is to be seen. This contains irregular patches of eutectic.
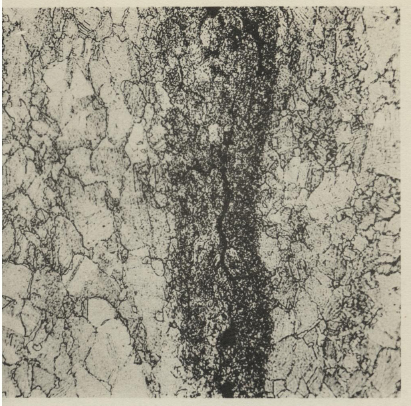
Conclusion. There can be no doubt that this core was given a coating by folding two pieces of silver over it. These were joined to the core and to each other by more or less eutectic. From the sharp line of demarcation, it seems that silver solder was used.
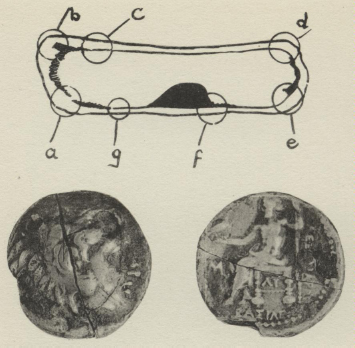
161. Coin 35 (0.53); Alexander the Great. Tetradrachm. In field, M. Beneath throne, AY. Copied from issues of the Babylon mint (circa 323-320 B. C.).
The silver coating varies, being materially thicker at the two ends. The large hole was originally filled with copper carbonate. Under the microscope the layer of eutectic is fairly uniform in thickness but varies in composition. There was no area which showed two layers of silver adjoined by a film of eutectic.
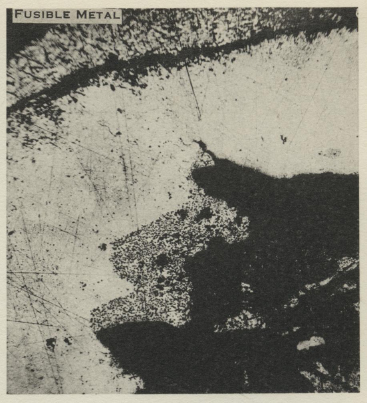
162. Coin 35 (0.53); Fig. 1 at b × 75. The white area is silver while to the lower right we have a mixture of copper and copper-oxide and a cavity in which the carbonate has been etched out. In the center is a distinct patch of the copper-silver eutectic.
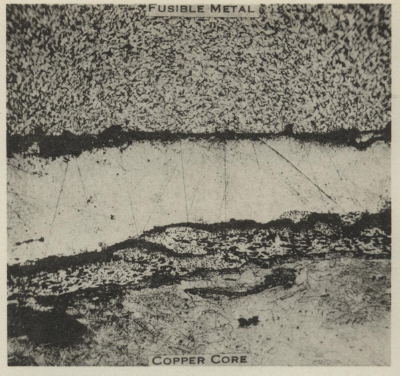
163. Coin 35 (0.53); Fig. 2 at c × 75. In the lower part we have the copper core which is attached to the silver coating by irregular patches of eutectic which, however, contains excess crystals or grains of copper.

164. Coin 35 (0.53); Fig. 3 at d × 75. Shows the thickening of the silver coating which is attached to the copper core by a thin regular band of eutectic over half its length.
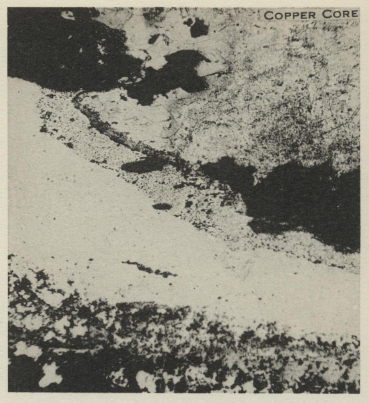
165. Coin 35 (0.53); Fig. 4 at a × 75. Similar to 162. The black areas are the holes whence the copper carbonate and oxide have been eaten out. The upper right is the copper core, the white band is silver coating, while between the two is an irregular layer of the eutectic alloy.

166. Coin 35 (0.53); Fig. 5 at f × 75. Similar to 165 except that the band of eutectic contains excess crystals of copper.
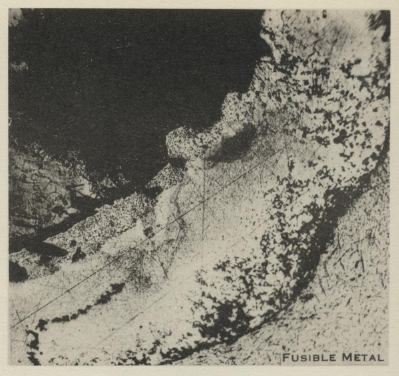
167. Coin 35 (0.53); Fig. 6 at e × 75. Showing a similar irregular layer of eutectic between the copper core and the coating of silver.
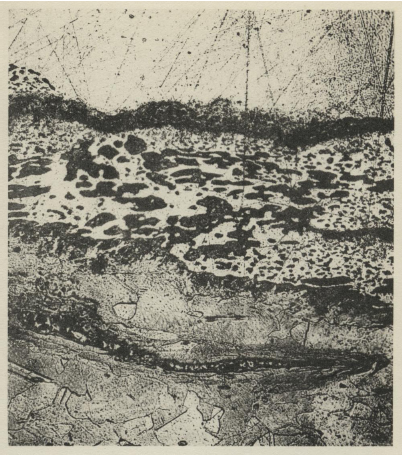
168. Coin 35 (0.53); Fig. 7 at c × 250. To show the details of structure two photographs were taken at a higher magnification. The upper layer is the silver coating, the lower one is the copper core; between, is a band of eutectic alloy containing grains of copper in excess.

169. COIN 35 (0.53); Fig. 8 at g × 700. Similar to 168.
Conclusion. The above structures would indicate that copper and silver were joined together by diffusion and not by the use of silver solder.
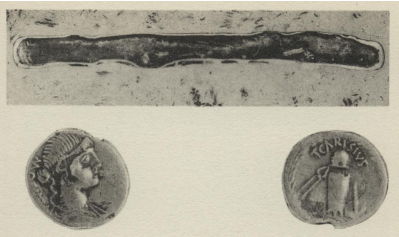
170. Coin 36 (0.61); Roman denarius; Carisia Gens, circa 50 B. C. Obv. Bust of Juno Moneta; TO r., Moneta. Rev. t. carisius above in a wreath, Anvil, Die, Pincers and Hammer.
On the reverse (Pl. 171 × 5.9) a distinct lap is visible. A cross-section is shown in Fig. 1 × 4.5 diams. The silver coating is seen distinctly; it varies in thickness. Under the microscope the copper has a wavy appearance, probably a coring effect due to some impurity such as arsenic or perhaps silver in the original casting not completely diffused in the subsequent fabrication. Such a structure is common in some of our alloys today. The lap is not always distinct but where it does show there is a film of eutectic between the two layers of silver. At the ends of the section are patches of eutectic containing excess grains of copper which are very marked.

171. Coin 36 (0.61) Rev. × 5.9.
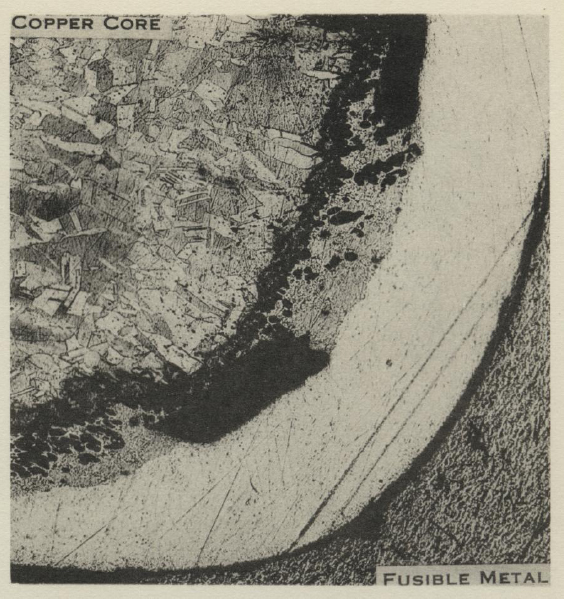
172. Coin 36 (0.61); Fig. 4 at r. end of section × 100. The white band of silver is attached to the copper core by a zone of the eutectic alloy containing grains of copper in excess, or rather, copper which has corroded to oxide.
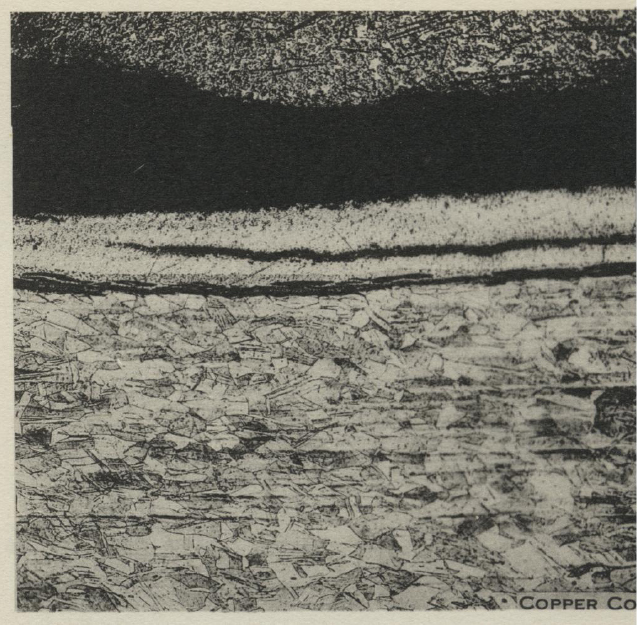
173-74. Coin 36 (0.61); Figs. 2 and 3 × 100. The fusible metal mounting did not make a very good join, for the black areas are spaces between it and the silver coating. The lower part of the photograph consists of the copper core with its distinctly wavy or banded appearance. The silver coating shows a distinct lap, while on the right-hand side of Fig. 3 a thick area of the eutectic is seen, which, as we pass towards the left, thins very considerably but it is still present to the, left of Fig. 2.
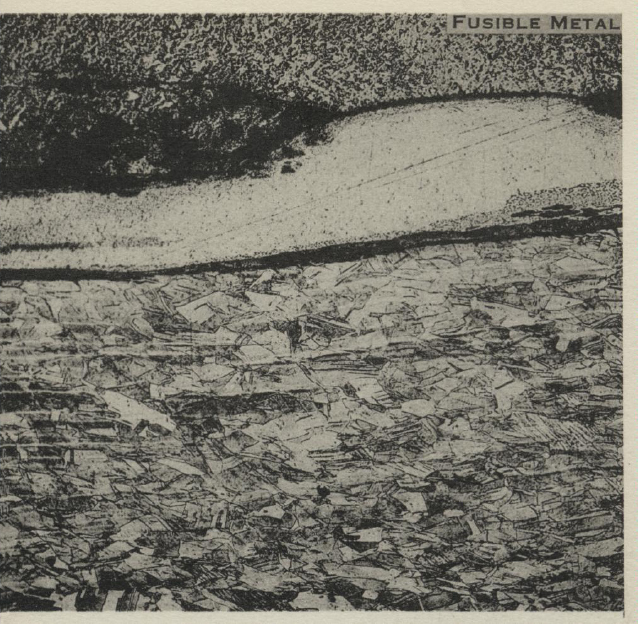

175. Coin 36 (0.61); Fig. 5 × 500. Shows details of structure.
Conclusion. It is a matter of opinion whether this silver coating was put on with or without silver solder. The film of eutectic is fairly regular and runs up between the two layers of silver where they overlap; one might argue that silver solder had been used.

176-77-78. Coin 37 (0.65) ; Rome. Denarius of Tiberius. 14-37 A. D. ("Tribute Penny"). Obv. Laureate head to right. Rev. Li via seated to right. pontiff. Maxim.
At the lower right of the cross-section (enlarged × 4.6), distinct lapping of the silver can be seen, especially if a hand-glass is used, and this is also visible in the enlargements of the reverse (3.6 and 5.7). The photographs which follow were taken to show this distinct lapping of the metal, but they are reversed in the microscope (Nos. 179-182). Patches of solder are quite prominent at both ends, but there is practically none in the lap. The core is very badly oxidized.



179. Coin 37 (0.65) ; Fig. 2 × 100. Showing end of the lap. The upper part of the photograph is the fusible metal, the lower part is banded copper more or less oxidized while between the two are two layers of silver coating. The junction of the inner layer with the copper core shows a regular band of eutectic but between the two layers of silver we have merely a space.

180. Coin 37 (0.65) ; Fig. 3 X 100. Similar and a continuation of the last, with a slight interval omitted. There is a distinct layer of eutectic joining the inner coat of silver to the copper and, as before, the inner and outer coats are not stuck.

181. Coin 37 (0.65) ; Fig. 4 × 100. Similar to 179 and 180, but now, on the right hand side, there is a patch of eutectic between the two layers of silver.

182. Coin 37 (0.65) ; Fig. 5 × 100. Shows an area at the other side of the coin where the copper core is only slightly oxidized. There is a distinct lap of eutectic between the silver coating and the copper core.

183. Coin 37 (0.65) ; Fig. 6 × 500. Illustrating a typical area with the band of eutectic between the copper core and silver coating.
Conclusion. From an examination of the structure in the lap and the fact that the eutectic does not flow between the two layers of silver one must conclude that silver solder probably was not used in putting on this coating.

184. Coin 38 (0.70) ; Attica. Athens. Drachm. Circa 407 B. C. Obv. Helmeted head of Athena to right. Rev. Owl and olive sprig. AΘE.
The silver surface is spotted and resembles that of No. 32.
Conclusion. This coin shows a badly oxidized core. The silver coating consists of either the eutectic or the eutectic containing excess of copper now in the form of oxide. Such a structure would most easily be produced by sprinkling the copper core with powdered silver or copper-silver alloy and heating with a suitable flux until the powder melted and ran over the surface.

185. Coin 38 (0.70) ; Fig. 1 × 500. Typical of this structure of the core. This consists of copper full of small grains of copper oxide indicating that poorly refined copper was used in the first place.
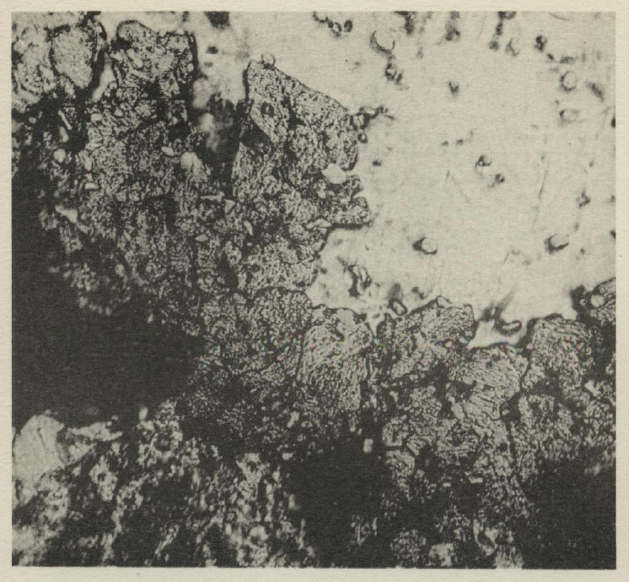
186. Coin 38 (0.70) ; Fig. 2. Shows an area near the outside. In the upper right we have an area of metallic copper while towards the lower left the metal is oxidized practically completely.
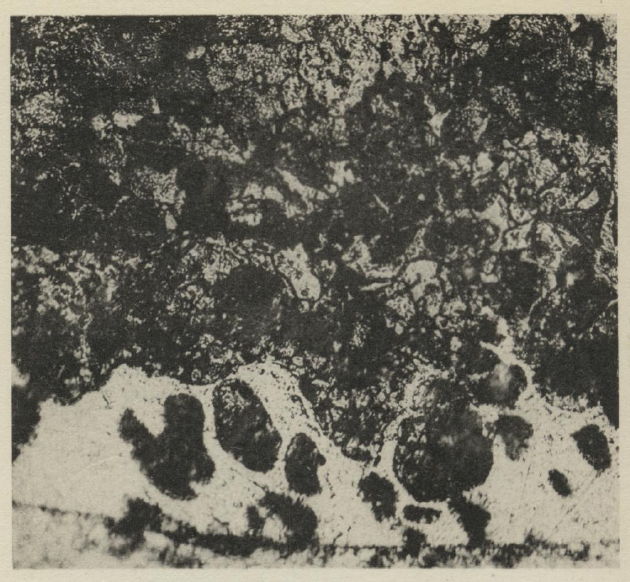
187. Coin 38 (070) ; Fig. 3. An area at the outside. The extreme bottom of the photograph shows the fusible-metal mounting. Next to this comes an irregular layer composed of the copper-silver eutectic and containing grains of copper oxide. The remainder of the photograph is mainly copper oxide.
